 跳到内容
跳到内容 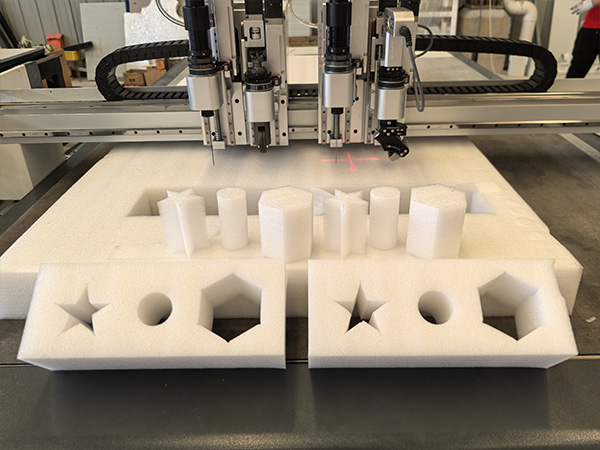
Bad edges waste foam. Dust wastes time. Wrong tools waste money.
For most EVA foam packaging inserts, an oscillating knife machine is the better choice for clean edges, low dust, and flexible cutting. A CNC router is better when you also need milling, 3D shaping, or deeper pocket work in harder foam structures.

I see this question often. A buyer wants smooth edges. He also wants deep cuts. He wants less scrap. He does not want foam dust all over the workshop. At first, both machines look useful. Both are CNC. Both can process foam. So the choice looks simple. In real production, it is not simple at all.
I always tell customers to stop looking only at the machine name. They need to look at the cutting result, the foam type, and the final product. A packaging insert and a shaped foam mold do not ask for the same process. That is where many buying mistakes begin, and that is where this comparison becomes useful.
Which Machine Gives Cleaner EVA Foam Edges?
Rough edges ruin the part. Bad edge quality ruins customer trust.
For most 2D EVA foam cutting jobs, the oscillating knife usually gives a cleaner and more natural cut edge because it slices the material instead of grinding it into chips. Many foam-cutting suppliers position oscillating knife machines for packaging inserts and contour cutting for exactly this reason.

Why does the edge finish look different?
Oscillating knife cuts by slicing
An oscillating knife works like a very fast up-and-down blade. It separates the EVA foam with a mechanical slicing action. This method usually leaves a soft, straight, and smooth edge on packaging inserts, case liners, and simple contour parts. It does not turn the foam into large amounts of dust during the cut. That is one big reason why this process is popular for insert production.
CNC router cuts by removing material
A CNC router uses a rotating bit. The bit removes material layer by layer. This process can still look clean when the bit is right, the feed is right, and the dust collection is strong. But the router is still a material-removal process. It creates chips, powder, and debris. On soft EVA, the wrong bit or wrong speed can also pull, melt, or tear the foam surface. Router suppliers often present this process as suitable for foam, but they also discuss bit choice, extraction, and setup because the result depends heavily on these factors.
My practical view
If my customer mainly makes flat packaging inserts, tool case liners, or contour-cut foam parts, I push him toward an oscillating knife first. I do that because edge quality is easier to control in daily production. I do not need to rely so much on dust shoes, chip removal, and bit tuning. That means fewer surprises on the shop floor.
Which Process Creates More Dust and Debris?
A messy workshop slows production. Dust also creates safety problems.
An oscillating knife creates far less dust than a router in EVA foam cutting. A CNC router creates chips and foam debris because it mills material away. OSHA also notes that plastic dust can be part of combustible dust risk, so dust control matters in real factories, not only in sales talk.
Why does dust matter so much?
Dust affects cleaning time
A router can cut EVA foam fast in some jobs, but it also leaves waste around the cut path. That means extra cleaning, extra suction, and more time spent on machine maintenance. Even when a dust shoe works well, the process still depends on collection efficiency. Some shops accept that. Some shops hate it.
Dust affects part quality
Loose foam debris can also sit in grooves or pockets. Then the operator must clean the part before packing or gluing. That is not a small issue for premium inserts. A nice insert should look clean the moment it comes off the table.
Dust affects safety
This part is often ignored. Plastic dust is not something I like to treat casually. OSHA guidance clearly includes plastic dust in combustible includes plastic dust in combustible dust concerns. That does not mean every EVA job becomes dangerous. It means the workshop should respect dust collection, housekeeping.
| Comparison point | Oscillating knife | CNC router |
|---|---|---|
| Cutting action | Slicing | Milling / material removal |
| Dust level | Very low | Higher |
| Cleaning work | Low | Higher |
| Best shop condition | Clean, simple | Needs stronger dust control |
Which Machine Is Better for Deep Cuts?
Deep cutting sounds simple. In foam, it is not simple at all.
If the job is a straight full-depth cut through EVA foam sheets, an oscillating knife is often the more direct and cleaner option. If the job needs pockets, stepped cavities, bevel shaping, or 3D contour work, a CNC router becomes much stronger.
What kind of “deep cut” are we talking about?
Full-depth cut through the sheet
This is common in packaging inserts, shadow boards, and foam separators. The tool follows the shape and cuts through the full thickness. In this case, I usually prefer the oscillating knife. It is faster to explain, easier to program, and cleaner in most production runs.
Pocket milling inside the foam
This is different. Some inserts need cavities with controlled depth, layered seats, or shaped recesses. A knife cannot remove foam from the middle of the sheet the way a router can. That is where the router wins. It can mill pockets, surfaces, and stepped levels.
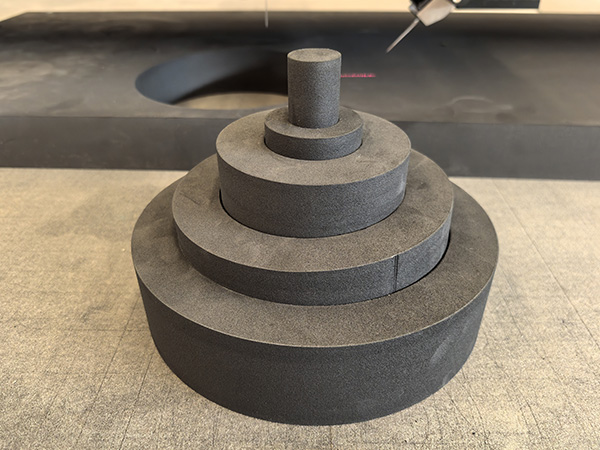
3D form and sculpted shape
When the part is not just a flat contour, I stop pretending that one tool solves everything. A router is much more suitable for sculpted foam parts, molds, props, and complex shaped foam components. This is because the milling cutter can follow the Z-axis depth during machining.
A simple way to decide
Flat contour insert → oscillating knife
Thick sheet full cut → oscillating knife
Depth pocket / cavity → CNC router
3D shape / sculpted form → CNC router
What About Speed, Tool Wear, and Daily Production Cost?
Fast cutting means nothing if the result is unstable.
For standard EVA foam inserts, the oscillating knife usually gives a better balance of speed, low cleanup, and simple maintenance. A router may be productive too, but it will increase tool wear and chip buildup.
How do I look at production cost?
Speed is not only tool movement
Many buyers compare only cutting speed. I think that is too narrow. Real speed includes:
- setup time
- vacuum fixing
- dust cleanup
- tool change
- rejected parts
A router can move fast. But if the operator also spends time clearing debris and checking pocket finish, the total cycle may not feel fast anymore.
Tool wear changes the real cost
A knife blade is a consumable, but it is simple and quick to replace. A router bit also wears, and the wrong bit can damage the foam surface or reduce finish quality. In daily production, I care more about stable repeat results than about one impressive speed number.
Packaging work and shaped work are not the same business
For packaging insert factories, I usually want the simplest workflow: load sheet, cut contour, remove part, ship it. That flow fits the oscillating knife very well. For shaped foam manufacturers, prop makers, and technical foam machining shops, the router may create more value because it can do jobs a knife cannot.
| Production factor | Better choice for most insert jobs | Better choice for shaped foam jobs |
|---|---|---|
| Edge finish | Oscillating knife | Depends on bit and setup |
| Dust and debris | Oscillating knife | Router needs extraction |
| Pocket milling | Limited | CNC router |
| 3D shaping | Limited | CNC router |
| Daily simplicity | Oscillating knife | Router is more complex |
Which EVA Foam Cutting Machine Should You Buy?
The wrong machine looks cheap only before production starts.
If your main job is EVA foam packaging inserts, case liners, flat contour parts, and clean full-depth cuts, I would choose an oscillating knife machine first. If your job includes cavity milling, stepped pockets, sculpted forms, and shaped foam parts, I would choose cnc router.
My buying rule is simple
Buy for your main product, not for your imagination
Some buyers spend money for a future job they may never get. Then they use a router all year for simple contour inserts and wonder why the workshop is full of foam dust. I have seen this many times.
Match the machine to the foam part
If 80% of the work is flat insert cutting, choose the machine that does that job better every day. If 80% of the work is pocket milling and shape forming, choose the router.
Ask for sample testing
I never think a machine should be sold by brochure alone. I want real EVA samples. I want to see:
- edge smoothness
- dust level
- cut depth
- corner quality
- repeat accuracy
That tells the truth faster than any sales speech.
For clean EVA foam edges and most packaging insert work, the oscillating knife is the better choice. For deep pocket milling and shaped foam parts, the CNC router is the better tool. Choose based on the part, not the brochure.

