
Understand Your Material: Type, Thickness, and Hardness
Before selecting cutting tools for a CNC oscillating knife machine, the most important factor to consider is the material’s characteristics. While many customers aren’t experts in CNC technology, they are experts in their own materials. That’s why effective communication between the customer and the machine supplier is key.
Let’s break it down into three essential aspects of material characteristics:

1. What is the material?
When discussing materials, please keep it simple and practical. Don’t get too technical with chemical formulas—this often creates confusion.
For example, if you tell us you’re cutting EVA foam, we immediately know what tools and settings are required. But sometimes customers use complex chemical names like Ethylene-Vinyl Acetate Copolymer, which can delay accurate recommendations. When in doubt, industry names are more helpful than scientific terms.
📝 Tip:
If your material is uncommon, consider sending us a sample or sharing a short video. A simple hand press or tap can show us more about the material’s behavior than any document.
2. What’s the thickness?
This is where many customers face a dilemma—they want a machine that can cut both thick and thin materials. That sounds ideal, but it often leads to compromise.
📌 Real Case:
A client from Kosovo, who manufactures soft furniture, initially requested a machine capable of cutting 200mm thick foam. We equipped his machine with a 400W electric oscillating tool and a reinforced 2.5mm blade for high-stability deep cutting. However, just before shipment, he revealed that most of his cuts were actually only 50mm thick.
Here’s why that was a problem:
- Cutting thick ≠ cutting thin:
Machines designed for ultra-thick materials usually have higher beams and deeper knife holders. This setup limits performance when cutting thin sheets. Using shorter blades may prevent the knife from reaching the surface. Using longer blades for thin cuts leads to unnecessary cost and lower precision. - Speed trade-off:
The 400W tool is great for thick foam but maxes out at 50mm/s. For frequent thin cuts, a pneumatic tool would’ve been better—it can reach up to 150mm/s, saving time and boosting output. - Higher costs:
Custom configurations for thick cutting increase production costs, which raises the machine price unnecessarily if high-thickness cutting is only an occasional need.
🛠️ Recommendation:
Tell us your regular working thickness first, and then your maximum required thickness. We’ll tailor the solution accordingly—balancing speed, accuracy, and cost-efficiency.
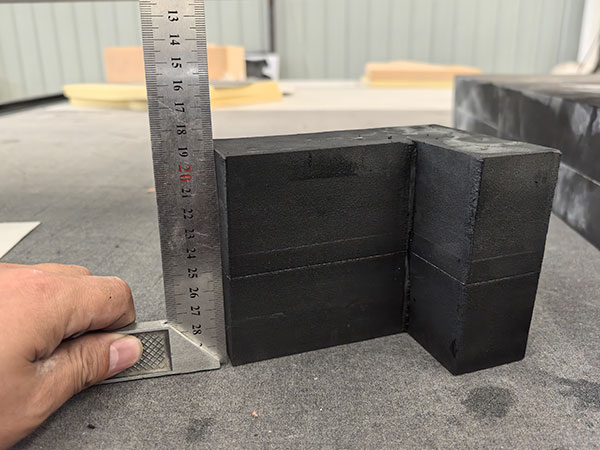
3. How hard is the material?
Material hardness is tricky to explain with numbers alone. Telling us that it weighs 10kg/m² isn’t very helpful unless we can feel or see how it behaves.
📹 Best Practice:
Shoot a quick video—press it, knock it, bend it. Show us its flexibility and resistance. This gives us a better sense of what cutting forces are needed.
📦 If it’s a rare material, sending a physical sample is even better. We can run real tests to select the best blade and tool combo for your production needs.
📌 Real Case:
A customer in Dubai once needed to cut a super-tough gasket. We initially assumed a milling tool was needed, but the client didn’t like the rough edges it left behind. So, he visited our factory with samples. After testing, we found that the 400W electric oscillating tool provided clean, precise cuts—exceeding expectations without needing a milling setup.
By understanding and clearly communicating your material’s type, thickness, and hardness, you give us the best chance to recommend the right tools the first time—saving you time, money, and production headaches.

Tool Categories: Powered vs. Passive, and Their Functions
When selecting tools for a CNC oscillating knife cutting machine, it helps to understand how they are classified. We can divide them into two main types based on whether they have their own power source:
1. Powered Tools
These tools rely on either compressed air or electric motors to drive the blade in an up-and-down oscillating motion. This active vibration enables fast and precise cutting, especially for materials with certain thickness and hardness.
✅ Examples:
- Electric oscillating tool
- Pneumatic oscillating tool
These are ideal for cutting through materials like EVA foam, rubber, non-asbestos gaskets, and other dense or thick non-metal materials.

2. Passive Tools
Passive tools don’t have an independent power source. Instead, they rely on the X and Y axis movement of the cutting machine itself to move the blade. These are best suited for materials that require fine processing without deep cuts.
✅ Examples:
- Kiss-cut tool (for partial cuts)
- Creasing tool (for folding lines)
- Bevel cutting tool (for V-grooving or angled cuts)
Functional Categories: What the Tool Actually Does
Although the number of tool types on an oscillating knife cutter may seem overwhelming, their functions can be grouped into seven categories:
- Cutting – Standard full-through cuts
- Marking – Surface marking for labels or alignment
- Creasing – For folding or scoring lines
- Punching – Small holes for fasteners or alignment
- Kiss-cutting – Partial cuts for sticker sheets or protective films
- Grooving – V-groove or U-groove cuts for folding and bending
- Milling – For contouring or shaping thick materials like EVA or EPE foam
Customers can select tools based on their processing needs. If your material or product requires multiple functions, tools can be combined and configured accordingly.


The Three Key Attributes of Powered Cutting Tools: Power, Frequency, and Amplitude
When choosing a powered cutting tool for a CNC oscillating knife machine, there are three critical parameters to consider: power, oscillation frequency, and amplitude. These directly affect the tool’s cutting capacity, processing thickness, and cutting speed.
1. Power – The Driving Force Behind the Cut
Tool power determines the cutting strength and depth. Higher power allows the tool to handle tougher or thicker materials more reliably.
- Pneumatic oscillating tools are typically used for thick but low-hardness materials, such as foam or felt.
To ensure consistent performance, air pressure should be stable around 0.6 MPA. If the pressure fluctuates, cutting depth becomes unstable, possibly leading to incomplete cuts or damage to the cutting table.
To maintain the necessary pressure, we recommend using an 11–15kW air compressor with a 0.63–1m³ air tank. - Electric oscillating tools come in two types:
- DC motor-driven tools (120W–200W) are suitable for cutting materials under 40mm thick with medium hardness.
- AC servo motor-driven tools (400W) provide stronger power and are ideal for cutting high-hardness materials or materials with larger thicknesses, such as PTFE or reinforced gaskets.

2. Oscillation Frequency – Speed Matters
Oscillation frequency refers to how many times the blade moves up and down per minute. The higher the frequency, the faster the cutting speed—especially for thin to medium materials.
- Pneumatic tools are available in two frequency options: 8,000/min and 14,000/min
- DC electric tools offer frequencies between 12,000–18,000/min, making them great for fast, precise cutting
- The 400W AC servo tool has a lower frequency of around 3,500–4,000/min, which favors stability over speed for hard or thick materials

3. Amplitude – Cutting Depth & Material Control
Amplitude is the distance the blade travels during oscillation (from its highest to lowest point). A larger amplitude allows deeper cuts and prevents soft materials from lifting or shifting.
- Pneumatic tools come with 5mm or 10mm amplitude, ideal for thick, soft materials
- DC motor-driven tools typically have an amplitude of 1mm–3mm, suitable for thinner, softer materials that need precise, clean cuts
- 400W servo tools are fixed at 5mm amplitude, optimized for thick and dense materials requiring strong penetration without tearing.
🧰 Summary Table: Tool Attributes and Their Cutting Applications
| Tool Type | Power | Oscillation Frequency | Amplitude | Recommended Material Type | Best For |
|---|---|---|---|---|---|
| Pneumatic Oscillating Tool | – 0.6MPA (Air-driven) | 8,000 – 14,000 times/min | 5mm / 10mm | Thick but soft materials (e.g. EPE, felt) | Fast cutting of thick, low-hardness materials |
| DC Electric Tool (120W–200W) | 120W – 200W | 12,000 – 18,000 times/min | 1mm – 3mm | Medium-hardness, thin materials (e.g. EVA < 40mm) | Clean edges, fast speed on soft-to-medium materials |
| AC Servo Tool (400W) | 400W | 3,500 – 4,000 times/min | 5mm | Hard or thick materials (e.g. PTFE, non-asbestos gaskets) | Stable cutting for hard/thick applications |
When Multiple Tools Can Cut the Same Material – How to Make the Right Choice
One common question customers ask is:
“If several tools can cut the same material, which one should I choose?”
When this happens, the best approach is to evaluate the options based on three key factors:
- Cutting speed
- Tool usage cost
- Final cutting effect
Let’s walk through a few real examples comparing pneumatic oscillating tools and 400W electric oscillating tools, both of which are often used for cutting thick or hard materials.
🔹 Example 1: Cutting 40–100mm EPE Foam
For this material, we strongly recommend the pneumatic oscillating tool.
- Although the 400W electric tool can cut it, it’s not ideal.
- Why?
EPE foam has low hardness but large thickness. The pneumatic tool offers a high oscillation frequency (14,000/min) and a 10mm amplitude, allowing cutting speeds of 150–400mm/s.
In contrast, the 400W electric tool is limited to about 50mm/s, which greatly reduces efficiency.
Even though the electric tool has a slightly lower operating cost, the performance trade-off is not worth it in this case.

🔹 Example 2: Cutting Hard Gasket Materials
For PTFE, graphite-reinforced sheets, high-pressure non-asbestos gaskets under 5mm thick,
Here, we recommend using the 400W electric oscillating tool.
- Why?
While the pneumatic tool offers a higher frequency, the high hardness of these materials slows it down significantly.
Additionally, pneumatic tools require constant high-pressure air, increasing usage cost.
The 400W tool, although slower at 30–50mm/s, delivers stable cutting with clean edges, making it the better option.

🔹 Example 3: Cutting EVA Foam (soft, < 45° hardness, under 50mm thick)
Our top recommendation is a 200W DC electric oscillating tool with 1.5mm amplitude.
- Why not use the 400W or pneumatic tool?
While both can technically cut EVA foam, their larger amplitudes can cause rough edges and collapsed surfaces.
If the goal is a clean, smooth cut, only the low-amplitude tool provides the precision needed.
In summary, when multiple tools seem suitable, don’t just look at whether they can cut the material—focus on how well they cut it, how fast, and at what cost. A carefully selected tool will always deliver better long-term performance.

Choosing the Right Tool Combinations for Complex Cutting Needs
In real-world production, most customers face the need to process multiple materials, varying thicknesses, or different cutting techniques. In these cases, it’s essential to combine tools based on material characteristics and process requirements.
🧩 Scenario 1: A Customer in the Insulation Material Industry
This customer needed to cut rubber-plastic insulation, phenolic foam boards, and fiberglass panels, while also performing grooving operations.
- Cutting Tools:
Given the materials’ relatively low hardness, we recommended a pneumatic oscillating tool, which can handle all three types efficiently. One tool, multiple materials—this is a highly cost-effective choice. - Grooving Tools:
To handle slanted cuts on soft materials like rubber-plastic and fiberglass cotton, we suggested an electric bevel cutting tool. This type provides controlled, stable beveling without tearing or stretching the material. - Small-Angle Beveling:
Since phenolic foam air ducts often require 5° or 10° grooves, we added an extra tool holder to install a dedicated small-angle bevel tool.
✅ Final tool setup:
Three-tool configuration: 1 pneumatic oscillating tool + 2 bevel cutting tools

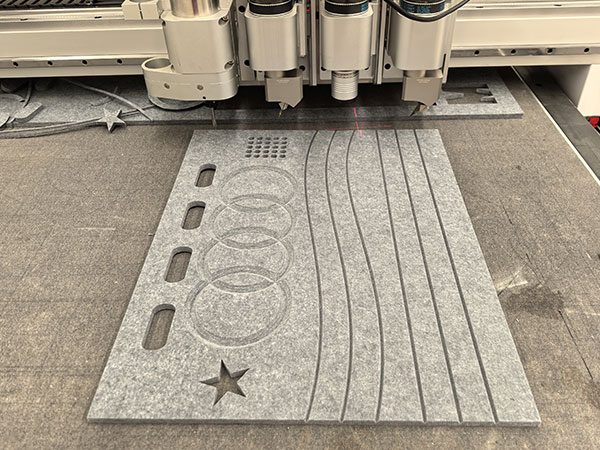
🧩 Scenario 2: A Customer Cutting Polyester Fiber Acoustic Panels
This client needed to process 9–40mm thick felt acoustic boards, including both cutting and bevel grooving.
- For 9–20mm thickness, we recommended a 120W DC electric oscillating tool (1.5mm amplitude) to achieve fast, clean cuts.
- For 20–40mm thickness, a pneumatic oscillating tool was ideal. Conveniently, both tools can share the same tool holder, and the operator can switch blades as needed.
To handle bevel cutting, we recommended a second tool holder for the bevel cutting tool.
✅ Final tool setup:
Dual-tool configuration:
- Shared holder for electric + pneumatic oscillating tools
- Second holder for bevel cutter
🧩 Scenario 3: A Customer Cutting Gasket Materials
This client needed to process a wide range of gasket types, including:
- 1–10mm rubber sheets
- Graphite-reinforced, non-asbestos, and PTFE gaskets
We suggested a combination of two electric tools:
- 120W electric oscillating tool for:
- 1–5mm rubber gaskets
- Thin paper gaskets
- Non-asbestos and pure graphite gaskets
Offers smooth cuts and high-speed performance
- 400W high-power electric oscillating tool for:
- 3–5mm high-pressure non-asbestos gaskets
- Graphite-reinforced materials
- 6–10mm rubber sheets
✅ Final tool setup:
Dual-tool configuration: 120W + 400W electric oscillating tools
By customizing the tool combination based on material variety, processing techniques, and thickness differences, customers can greatly increase flexibility, optimize efficiency, and control costs—all within one machine.

Final Thoughts
Choosing the right tool for your CNC oscillating knife cutting machine isn’t just about power or price—it’s about knowing your real materials, your core processes, and your daily needs.
✨ Don’t worry if you’re not a machine expert. You are an expert in your material—and that’s exactly where the conversation should start.
Need help matching the right tool to your cutting application? Send us a message, a sample, or a quick video—we’ll handle the rest.
