Let me share a real story. A customer once contacted us and said, “The machine doesn’t work! It can’t even suck down an A4 sheet of paper!” Naturally, panic set in. I asked him to send a video. Guess what? The table was fine—the vacuum pump was working beautifully—but the material was too small, and he hadn’t activated the correct zone. So of course, it looked like the machine had no suction. Problem solved in 30 seconds, and a lot of stress avoided. Moral of the story? Understand your vacuum system—it’s smarter than it looks.
What Is a Vacuum Adsorption System?
In simple terms, a vacuum adsorption system creates negative pressure (aka suction) through a porous cutting table. That suction force keeps your material stuck firmly to the surface so that your blade can glide smoothly without the material budging an inch.
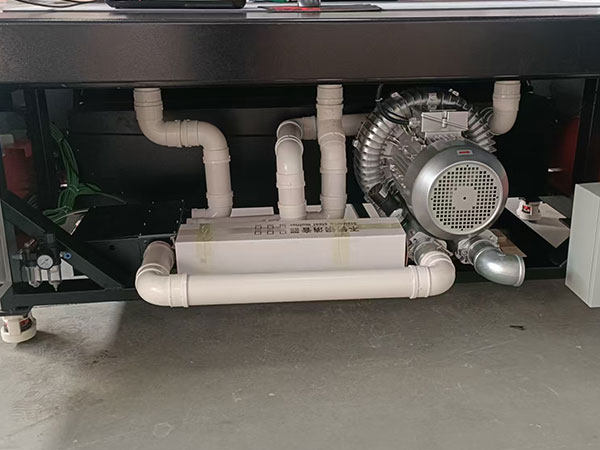
The system is powered by a vacuum pump—either a dry type or an oil-lubricated rotary vane pump—and divided into multiple zones. This lets you turn suction on only where it’s needed, conserving energy and maximizing holding power. In other words: suction with brains.
Dry Vacuum Pump vs. Oil-Lubricated Rotary Vane Vacuum Pump
| Feature | Dry Vacuum Pump | Oil-Lubricated Rotary Vane Vacuum Pump |
|---|---|---|
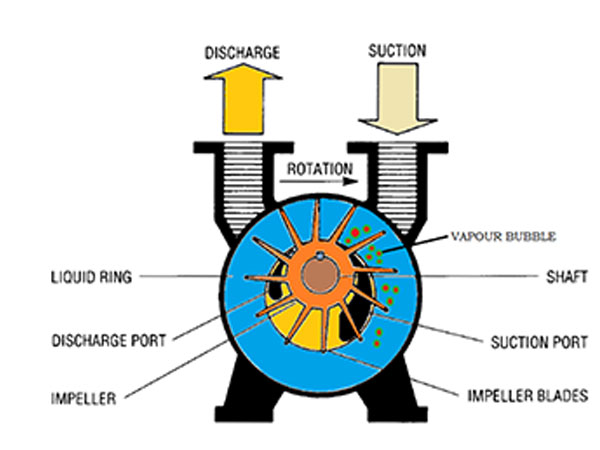
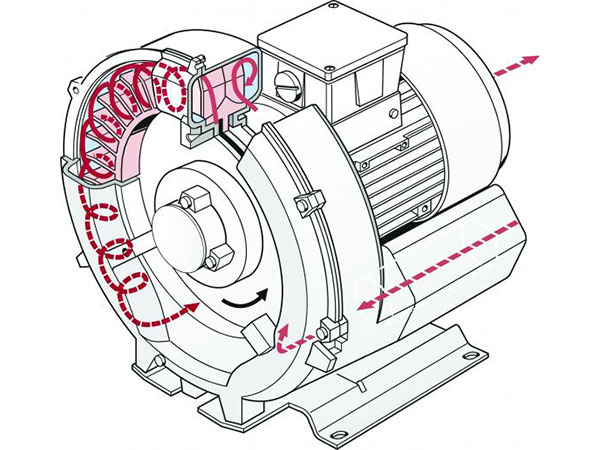
| Working Principle | Uses dry (oil-free) mechanical vanes to generate vacuum | Uses oil-lubricated vanes that rotate and seal under vacuum pressure |
| Maintenance | Lower maintenance—no oil changes required | Requires regular oil changes and filter replacements |
| Vacuum Strength | Moderate vacuum (typically -0.5 to -0.7 bar) | Stronger vacuum (up to -0.9 bar or more) |
| Noise Level | Quieter operation | Slightly louder due to mechanical movement and oil circulation |
| Cleanliness | Oil-free operation = cleaner and more environmentally friendly | Risk of oil mist if not properly maintained |
| Durability | Suitable for light to medium-duty applications | More durable for heavy-duty and continuous use |
| Material Compatibility | Best for non-porous or single-layer materials | Ideal for porous, thick, or multi-layer materials (e.g., EVA foam, felt) |
| Cost | Generally lower upfront cost | Higher upfront and operating cost, but better performance for demanding jobs |
| Application in CNC Cutting | Suitable for cutting paper, stickers, textiles | Recommended for cutting foam, acoustic panels, rubber gaskets, and leather |
Why Most Oscillating Knife Cutting Machines Now Use Dry Vacuum Pumps
At AMOR CNC, we’ve noticed a clear industry trend: dry vacuum pumps have become the standard choice for most oscillating knife machines, and here’s why:
- Simplicity for users
Most of our clients don’t have dedicated maintenance teams. They want machines that are easy to run and maintain. A dry pump is much easier to handle. - Material Versatility
Thanks to improvements in dry pump technology, they now provide enough suction strength for most materials used in oscillating knife cutting: stickers, leather, textiles, felt, even 100mm EVA foam (with proper setup). - Cleaner Production
No risk of oil stains on sensitive materials like acoustic panels, gaskets, or paper products. - Export-Friendly
Some countries have strict regulations about importing oil-based equipment due to environmental concerns. Dry pumps are easier to ship and clear through customs.

What Happens When Vacuum Suction Is Weak?
Vacuum adsorption may not be the most exciting part of a CNC cutting machine, but without it, even the best blade and software won’t save you. Let me explain why.
1. Keeps Your Material Perfectly Still
Oscillating knife tools move fast—often vibrating up to 12,000 times per minute. That’s great for cutting clean lines through soft and flexible materials. But if your sheet moves even a little during cutting, you’ll immediately lose accuracy.
Vacuum adsorption holds the material flat and tight against the cutting table using negative pressure. It works like a giant invisible hand that presses everything down without leaving a single fingerprint.
🧠 No movement = perfect contours, tight tolerances, and clean edges.

2. Prevents Material Wrinkling, Curling, or Lifting
Some materials—like polyester fiber panels, felt boards, or leather—tend to warp, curl, or bubble when laid on the cutting table. Without suction, the blade can easily catch these raised edges, creating:
- Jagged or incomplete cuts
- Snagged corners
- Damaged blades or tools
Vacuum suction pulls everything flat before the blade even makes contact. It’s the unsung hero behind smooth results.

3. Reduces Blade Wear and Extends Machine Life
Loose materials bounce or shift during cutting, causing the blade to overcompensate. This increases tool vibration, miscuts, and wear. Over time, that leads to:
- More frequent blade changes
- Higher maintenance costs
- Premature wear on mechanical parts
A strong vacuum system protects your tools—and your investment.

4. Delivers Precision, Especially on Complex Jobs
When you’re cutting tight corners, small circles, or multi-layer shapes, precision matters. If your material lifts by even 1mm, your 0.5mm tolerance goes out the window. Vacuum suction keeps the Z-axis depth consistent across the board.
Think of it like holding down a stencil—if it moves, so does your entire design.

In Summary:
Without vacuum adsorption, your machine is like trying to cut a pizza while it slides around on a plate. With proper suction:
- The material stays in place
- The cuts are precise
- The workflow is automated
- The results are clean
- And your machine runs more efficiently
Whether you’re cutting rubber gaskets, 50mm felt, EVA foam, or delicate textiles, a strong vacuum system is the secret behind the perfect cut.
3 Practical Ways to Boost Vacuum Suction
01. Upgrade Your Vacuum Pump
When it comes to vacuum adsorption, power matters. The larger the cutting table, the more suction you’ll need to hold the material firmly in place—especially for larger sheets or porous materials.
At AMOR CNC, we recommend the following configurations based on effective working area:
| Effective Cutting Area (W × L) | Recommended Vacuum Pump Power |
|---|---|
| 1600 mm × 1000 mm | 5.5 kW |
| 1600–1800 mm × 2500–4000 mm | 7.5 kW |
| ≥ 2000 mm × ≥ 2500 mm | 9.0 kW |
If a customer orders a custom oversized CNC oscillating knife cutting machine, we will increase the power and number of vacuum pumps accordingly to ensure perfect suction and stable material hold-down.
📌 Important Note: While increasing pump power improves suction, it also increases electricity consumption and running costs.
To achieve optimal suction without significantly increasing operational costs, we don’t always rely solely on upgrading the pump. We recommend combining it with zoned vacuum adsorption, which boosts efficiency by only activating suction in the areas where material is actually present.
his balanced approach—strong enough pump + smart suction zone control—helps reduce power consumption, lower noise, and increase the overall cutting performance without overspending.
02. Use zoned suction
What Is Zoned Vacuum Adsorption?
Zoned vacuum adsorption—also known as sectioned or partitioned vacuum control—is an intelligent method of managing vacuum suction only in the areas of the CNC cutting table where it’s needed.
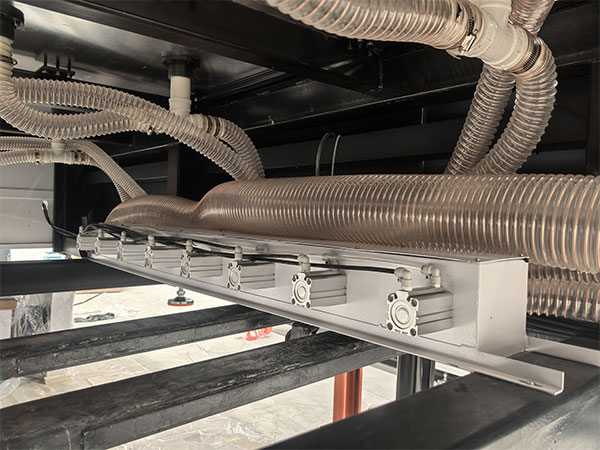
Instead of turning on the vacuum across the entire cutting surface, the table is divided into multiple independent vacuum zones. Based on the size and position of the material, only the active zones are turned on, while unused zones remain closed to concentrate suction. These zones are usually controlled automatically via electromagnetic solenoid valves.
Three Smart Modes of Zoned Adsorption
As intelligent control systems evolve, zoned vacuum isn’t limited to manual configuration. Modern CNC machines now offer three smart suction modes:
1. Based on Cutting Shape
The machine automatically activates the vacuum zones that correspond to the shape and size of the cutting design. Efficient and precise.
2. Based on Tool Position
The system follows the movement of the cutting head, only activating the zone where the tool is currently working. This means only one zone is active at a time, maximizing suction force.
3. Based on Gantry Movement
Vacuum activation is synced with the machine gantry’s overall position, enabling zones in real-time as the gantry moves across the table.

When Is Zoned Adsorption Most Useful?
Zoned vacuum control is ideal for cutting:
- Small-sized sheets
- Non-porous materials
- Narrow-width roll materials
For example, if you’re working with a 600mm-wide roll on a 1600mm-wide table, activating only the central vacuum zones ensures that suction power is concentrated exactly where the material lies. This keeps it flat, stable, and accurately aligned during cutting.
Limitations of Zoned Adsorption
However, for large-format, porous, or multi-layered materials, zoned vacuum adsorption may not be strong enough—since suction can escape through air gaps or the material itself. In such cases, it’s better to use a film overlay system, which creates an airtight seal over the material and improves vacuum efficiency.
03. Use a Film Covering System or Felt Mat
When cutting porous, breathable materials or doing multi-layer cutting, standard vacuum suction often isn’t enough. Air leaks through the material, reducing suction effectiveness. That’s where a film covering system becomes essential—it reduces air leakage and creates a tighter seal between the material and the table surface.
We Offer Two Types of Film Covering Systems:
1. For Breathable Sheet Materials (like polyester fiber acoustic panels)
Materials such as polyester fiber panels are so porous that even a powerful vacuum pump with zoned suction can’t hold them down effectively. To solve this, we use a front-and-rear film covering system.
- A sheet of plastic film automatically unrolls across the surface of the material.
- It moves along with the gantry, stretching tightly as the cutting head advances.
- This seals the panel against the cutting table and prevents lifting or warping, ensuring precise and clean cuts.
👉 This method is especially effective when working with decorative acoustic wall panels or lightweight insulation boards.

2. For Multi-Layer Fabric or Leather Cutting
Vacuum suction typically works well for the bottom layer, but the upper layers remain unsecured and may shift during cutting. To solve this, we use a dual-stage film covering system:
- The first film layer covers the material before cutting begins, helping to flatten and seal the stack.
- After the cut is complete, a second film layer is applied by a roller in front of the gantry, pressing down the already-cut pieces.
- This ensures the entire fabric or leather stack stays in place, even after being sliced.
👉 Ideal for industries such as soft furniture, upholstery, shoe production, and bag manufacturing—where layered cutting is common.
By integrating a film system into your CNC oscillating knife cutting machine, you get:
- Stronger material hold-down
- Fewer cutting errors
- The ability to cut more layers in one go
- Improved edge finish with reduced fabric distortion
Whether you’re processing breathable panels or stacked fabric, a film covering system can be the key to unlocking stable, high-efficiency production.
How to Troubleshoot Weak Vacuum Suction
If you notice that your vacuum suction has dropped—don’t panic. Just follow these steps in order, and you’ll usually find the cause quickly.
1. Feel the Suction
Place your hand directly on the cutting table. Can you feel strong airflow pulling against your palm? If it feels weak or inconsistent, that’s your first clue something isn’t right.
2. Listen to the Vacuum Pump
Is the pump making unusual noises? Is it running hotter than normal? These can be signs of a blockage in the system or that the motor is being overworked due to a leak or airflow restriction.

3. Check for Air Leaks
Inspect all vacuum pipes, joints, and sealing areas. If there’s a leak, you may hear a high-pitched whistling sound—similar to a tea kettle. That’s your system crying for help.
If you find a leak in the pipe, clamp it or seal it off immediately to prevent vacuum loss.
4. Clean the Honeycomb Cutting Table
Over time, dust and material debris can clog the vacuum holes in the honeycomb table surface.
Here’s a trick: since most vacuum pumps are powered by a 380V three-phase supply, you can swap any two power wires to reverse the pump’s direction. This creates a reverse airflow (back-blow) for about one minute, which helps push debris out of the honeycomb holes.
💡 Warning: Make sure this is done by someone familiar with 3-phase power systems!
5. Clean the Vacuum Pump Air Filter
If the suction still feels weak, check the intake filter at the vacuum pump. After extended use, it often becomes clogged with dust and particles.
To clean it:
- Disconnect the intake pipe
- Remove the filter screen
- Clean it thoroughly or replace if necessary
A blocked filter dramatically reduces vacuum performance.

Pro Tip: Clean the Table After Every Shift
Before you finish a work shift, take 2 minutes to blow off the cutting table with an air gun. It’s a simple habit that can save you hours of troubleshooting later.
By following these steps, you can restore your suction system quickly and avoid unnecessary downtime. If you’ve checked everything and still experience low suction, feel free to reach out—we’re happy to help you diagnose deeper issues.

Final Thoughts
Vacuum adsorption keeps materials stable, protects cutting quality, and boosts production efficiency. Problems caused by weak suction include material shifting, poor edge finish, and tool wear. To improve performance, upgrade your pump, use zone control, and add a sealing layer for porous materials. Routine maintenance like cleaning and leak checks will keep your system strong and your production smooth.
A solid vacuum setup means precision cutting, less material waste, safer operation, and faster production. And understanding how it works helps you choose the right configuration for your materials, whether you’re working with rubber gaskets, leather rolls, or 40mm thick felt.
So next time you start a job, give your vacuum system the attention it deserves. Because while your tools do the cutting, it’s the vacuum that sets the stage.
