 跳到内容
跳到内容 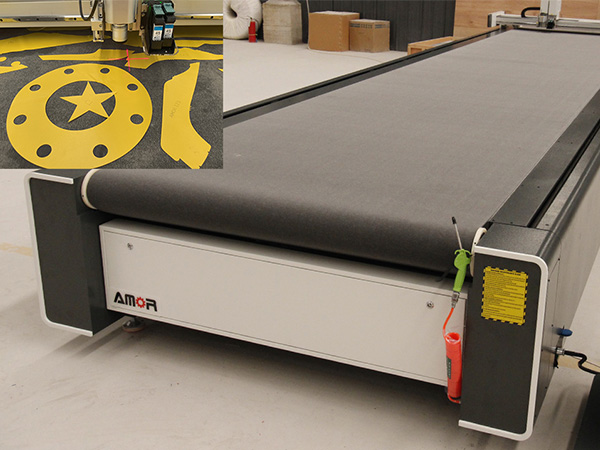
What buyers actually care about
- Safety and compliance.
- Clean edges and consistent size.
- Uptime and easy maintenance.
- Total cost, not just purchase price.
For PVC-coated tarpaulin, a CNC knife checks all four boxes. A CO₂ laser does not.

Know your material (so you choose the right tool)
PVC-coated tarpaulin is a polyester scrim coated with PVC resin. Additives improve UV resistance, mildew resistance, and anti-static properties. Common weights: 500–900 g/m² (and beyond for heavy-duty covers). This structure is great for tents, truck side curtains, banners, and billboards. It is not friendly to lasers.
Why CO₂ lasers struggle with PVC (the safety wall)
Heating PVC creates hydrogen chloride (HCl) gas and other chlorine-bearing by-products. These are toxic, corrosive, and bad for optics and lungs. Many safety bodies and laser OEMs mark PVC as unsuitable for laser processing. In short: don’t do it.
Bottom line: Even with extraction and filters, the base chemistry does not change. Lasering PVC risks operator health, corrodes machine parts, and complicates compliance.

The mechanical alternative: CNC knife = cold cut, no laser fumes
A CNC knife separates fibers and coating mechanically. No heat input. No laser plume. No chlorine chemistry. You avoid laser-induced emissions by design. (Yes, that’s an inference from the physics of the process; it’s why many shops move PVC work off lasers to knives.) For sign and textile finishing, flatbed systems with oscillating, drag, or rotary tools are standard.
Edge quality: what your customer actually sees
- Laser on PVC: risk of discoloration, glossy/melted edges, sticky residues, and long-term brittleness around the cut.
- Knife on PVC: clean, cold edges with coating integrity intact. Fray is minimal with the right blade and hold-down.
- Because there is no heat-affected zone, dimensional accuracy stays stable on long cuts.
In banners, tarps, and truck curtains, that clean edge means better weld seams and hems later.
Quick compatibility matrix (practical, not academic)
| Material | CO₂ Laser | CNC Knife | Notes |
|---|---|---|---|
| PVC-coated tarpaulin / vinyl | Not recommended (HCl fumes; corrosion) | Ideal | Use oscillating or rotary; good vacuum hold-down |
| Mesh PVC banner | Not recommended | Ideal | Keep bridges; sharp blade |
| TPU-coated fabric | Often OK | Good | Choose blade to limit stretch |
| Polyester flag | OK | OK | Knife avoids melted edges |
| PE tarp | Limited | Good | Match blade + downforce |
Guidance that flags PVC as unsuitable for laser is widely published by safety groups and laser vendors.

Tooling that works on tarpaulin (my field notes)
- Oscillating knife (electric or pneumatic): for thick tarps and reinforced vinyl.
- Rotary wheel: great for long straight cuts on woven technical textiles.
- Drag knife: fast contouring and kiss-cut work on thinner films.
- Pen/marker: mark hem lines, weld overlap, eyelet positions.
Modern flatbeds (e.g., AMOR CNC BK Series) support multi-tool heads and quick tool swaps, so one table covers most jobs in signage and industrial fabrics.
Operations that keep edges clean and parts stable
- Vacuum zoning: lock down small parts; mask unused zones.
- Cut order: inner features first; then perimeter.
- Path strategy: long continuous strokes; “onion-skin” for heavy tarp to keep geometry stable.
- Finishing: after cutting, hems and seams via HF or hot-air welders.
- QC: first-article check, edge rating, rework %, operator time.
These basics reduce rework and keep throughput predictable.

Cost, maintenance, and uptime (the CFO section)
- Energy: Knife systems draw far less power than high-watt lasers or waterjet pumps.
- Consumables: Mostly blades. No optics, laser tubes, or fume filters for chlorine species.
- Maintenance: Keep blades sharp. Clean the vacuum deck. No corrosion patrols on mirrors or rails from HCl exposure (because there isn’t any). (This is the practical consequence of not heating PVC.)
Data points you can sanity-check in your plant
- PVC tarp weights you likely cut: 500 / 610 / 680 / 750 / 900 g/m². Tool choice and feed depend on this.
- Many sign shops moving PVC work from laser to knife report fewer stoppages for cleaning optics and filters. (Your logs will show it.)

Safety and compliance wins (make EHS your ally)
PVC on a laser generates HCl. That single fact triggers hazard controls, corrosion risk, and policy bans in many institutions. Knife cutting avoids that thermal route entirely. In practice, approvals for knife tables are simpler for PVC work.
A simple transition plan (I’ve done this with multiple shops)
- Audit your PVC/vinyl SKUs, widths, and volumes.
- Specify a flatbed: bed size to match banner widths; conveyor or static; required tools (oscillating, rotary, drag, pen).
- Process: import your DXF; update nesting; set QC tolerances and labels.
- Pilot for one week: run laser vs. knife on the same jobs. Track edge quality, rework, operator time, filter spend, and downtime.
- Decide with data, not opinion.

Buyer’s checklist (avoid regrets)
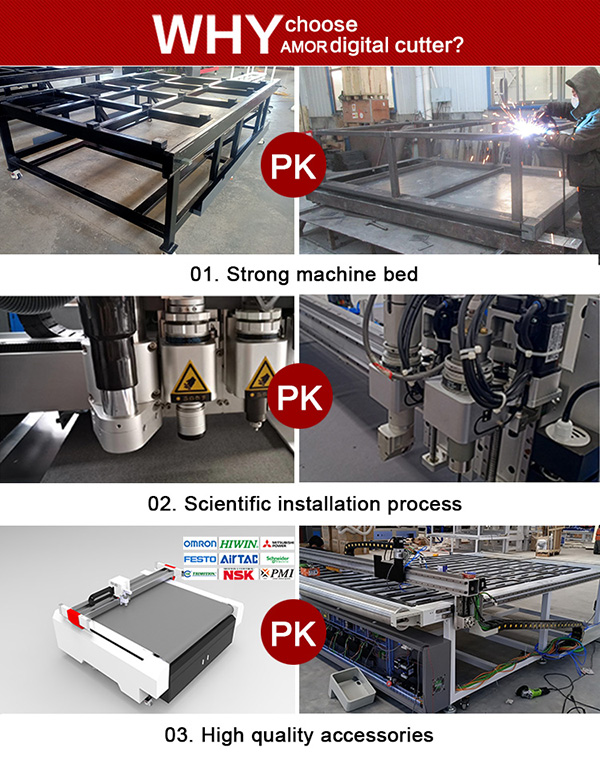
Mechanics
- Rigid frame, quality rails, and servo drives.
- Zoned vacuum with enough CFM for narrow strips.
Tools
- High-power oscillating head for heavy tarp.
- Rotary and drag options. Quick-change holders.
Software
- DXF import, intelligent nesting, barcode/marking, camera registration for printed graphics.
Support
- Local spares and blades.
- Training and remote diagnostics.
Systems like the AMOR CNC BK Series illustrate the multi-tool, modular approach you want for growth.
ROI example
You replace 1,000 m²/week of PVC tarp work from laser to knife.
Savings buckets
- Filters/consumables for chlorine species.
- Optics and corrosion-related maintenance.
- Downtime for cleaning.
- Rework from heat-damaged edges.
- Energy.
Many shops see payback in 12–18 months, depending on mix. Your maintenance logs and filter invoices will tell the story.
Conclusion
If it’s PVC-coated or vinyl-laminated, a CNC knife is the safe, clean, and reliable choice.
No fumes. Better edges. Fewer surprises.
Next step: Send a DXF and a short list of your tarp SKUs and weights. I’ll return a recommended tool pack + nesting plan and a data-backed payback for your scenario.

