Custom gaskets need speed, clean edges, and zero drama. CNC oscillating knives deliver all three—without dies, burns, or water mess. If you make non-asbestos, graphite-reinforced, PTFE, rubber, or composite gaskets, this is the smarter, faster, and greener path.
Table of Contents
The Pain You Already Know
Customers ask for small batches and many sizes.
Dies are slow to build and expensive to change.
Laser can burn, char, or off-gas sensitive materials.
Waterjet is clean but costly, wet, and slow to handle.
Goal of this article: give you a clear, practical comparison and a buying path toward CNC oscillating knife cutting.
Four Ways to Cut Gaskets—What Actually Happens on the Floor
Method
Tooling
Changeover
Edge Quality
Mess/Fumes
Typical Use Case
Steel-rule die
High (per shape)
Slow (days/weeks)
Good on simple shapes
Clean
High-volume, stable SKUs
Laser
Low
Fast
Risk of heat marks/burr on rubber & PTFE; potential fumes
Fumes; extraction needed
Thin films, some rubbers & fibers
Waterjet
Low
Medium
Excellent, but wet
Abrasive + water
Metals, thick composites, some rubbers
CNC oscillating knife
None (no die)
Minutes
Cold cut, smooth edges
Dry, low emissions
Custom gaskets, mixed materials
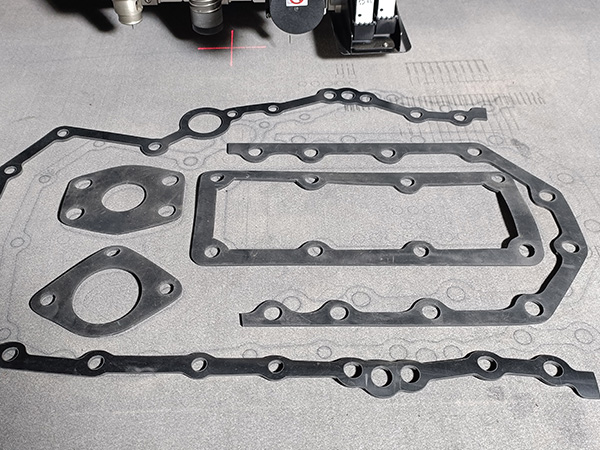
Quick reality check: for non-asbestos, graphite-reinforced, and PTFE gaskets, a cold mechanical cut avoids thermal damage and off-gassing. That’s the knife’s sweet spot.
Edge Quality & Dimensional Accuracy (Where Sealing Lives or Dies)
No heat-affected zone. The knife cuts, it doesn’t burn.
Tight tolerances are routine. ±0.1–0.2 mm is achievable on many gasket materials with a well-built machine and good hold-down.
Micro-features are safe. Small inner holes, narrow bridges, and thin webs survive because there’s no thermal stress or water infiltration.
If your failure modes include “micro-tears around bolt holes,” “baked edges,” or “measurable warp,” the knife fixes those fast.
Changeovers: From Days to Minutes
Dies take time and money. Typical die cost: US $500–$3,000 per shape depending on complexity. Lead time: days to weeks.
Knife is instant. Import DXF, set parameters, nest, cut. Changeover in minutes.
Design iteration becomes trivial. New hole? Different OD? Update CAD and run.
Result: you stop saying “no” to low-volume, high-mix orders.
CNC Rubber Gasket Cutting Machines
Throughput & Cost: What You Really Save
Cycle time. On common gasket rubbers (2–10 mm), cutting speeds of 150–400 mm/s are typical with the right blade and hold-down. (Yes, path strategy matters.)
Consumables. No die steel, no laser tubes, no abrasives. Mostly blades and basic PM.
Labor. One trained operator can run nested jobs all shift.
Material yield. Good nesting + tight kerf can boost yield by 3–10% vs manual layouts.
For comparison: cutting 12 mm rubber by laser often runs single-digit to low double-digit mm/s due to charring risk, while a knife stays in the hundreds of mm/s on suitable paths. Different physics, different results.
rubber-gasket-cutterrubber-gasket-cutter
Safety, Environment, and Compliance
Dry process. No abrasive slurry to dispose of, no wet handling, no soaked laminates.
Low emissions. No laser plume; cutting PTFE and composite binders without heat means fewer headaches for EHS. (Always follow your local ventilation rules.)
Lower energy. Knife systems typically draw a few kilowatts, not the many kilowatts of high-power lasers or waterjet pumps.
If your customer base is pushing sustainability, the knife checks that box without a slide deck.
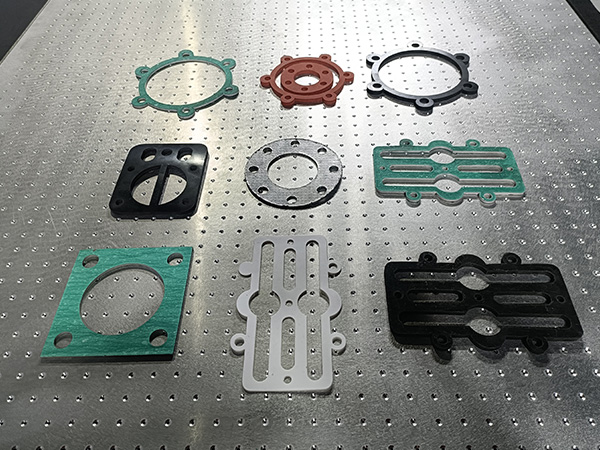
Materials: One Platform, Many Gaskets
A single CNC oscillating knife handles:
Non-asbestos and fiber composites
Graphite-reinforced laminates (with or without thin steel inserts; choose blade + path wisely)
Old way: laser charring and smoke; rework and inconsistent edges.
New way: cold cut, clean edge; scrap down ~20–30% on complex rings.
Outcome: tighter seals, fewer returns.
Case C — Mixed thickness rubber program
Old way: waterjet was clean but slow and wet; parts needed drying/lay-flat.
New way: dry knife; parts go straight to packing.
Outcome: one less handling step; throughput up, WIP down.
(Numbers are conservative, pulled from typical shop audits. Your mileage will vary—but the direction won’t.)
Quick ROI Math You Can Sanity-Check
Assume you buy 3 dies/month at $1,000 each → $3,000/month.
Add rework/scrap avoided by better edges: say $500/month.
Monthly benefit ≈ $3,500 before labor and energy.
If your knife system costs $40,000–$60,000, you’re looking at a 12–18 month payback on die savings alone. Faster if you add new revenue from short-run/custom jobs you previously declined.
What to Look For When You Buy (This Part Saves You Regret)
Servo drives from known brands (e.g., Mitsubishi); dual-drive X with precision reducers for stability on long beds.
Vacuum system with zoned adsorption; enough CFM for small-part hold-down.
Tooling & process
High-power oscillating head for tough rubbers and reinforced sheets.
Blade library with geometry options; quick-change holders.
Marking/kiss-cut options for identification and peel-offs.
Software
CAD import (DXF/DWG) + intelligent nesting.
Compensation & kerf controls, step-depth tables by material.
Job reporting and barcode/labeling.
Service
Spare blades and parts in stock.
Training materials and videos.
Remote support; clear wiring, good documentation.
Red flag checklist: weak vacuum, noisy gantry, vague specs, mystery servos, and “we’ll add that in software later.” Don’t buy a promise—buy a process.
Objections I Hear (and How We Handle Them)
“Waterjet edges are cleaner.” True for some composites. But for rubbers/PTFE the knife is usually just as clean, with no drying.
“Laser is faster on thin film.” Often yes. But for thicker elastomers and PTFE, knife wins on edge quality and cost.
“I already own dies.” Keep them for high-volume repeaters. Use the knife for prototyping and short runs. Most plants run hybrid and make more money.
The Bottom Line
CNC oscillating knives give you:
Clean, cold edges on sensitive gasket materials.
Changeovers in minutes, not weeks.
Lower operating cost and higher yield.
Safer, greener production with less noise, heat, and waste.
If your business lives on custom and high-mix gaskets, the knife is not just an upgrade—it’s the right tool.
Ready to Evaluate?
I can help you build a spec sheet and a sample nesting report for your actual parts. We’ll map your materials, thicknesses, and batch sizes to a tool pack and ROI model—no fluff, just numbers and cut samples.
When you are ready, send a DXF and your material stack. I’ll return recommended blades, speeds, and a quick payback estimate.
Hey, I'm the author of this article,
I have been engaged in the CNC cutting equipment industry for 12 years. We have helped customers in more than 50 countries (such as upholstered furniture factories, gasket factories, acoustic wall decoration companies, etc.) successfully realize intelligent cutting.
If you have any questions,
Call us for a free, no-obligation quote
or discuss your solution.
Ask For A Quick Quote
We will contact you within 1 working day, please pay attention to the email with the suffix “@amorcnclaser.com”.
*Your email information is completely secure and will not be disclosed to third parties for any reason.