
Who should read this
- Packaging insert makers.
- Foam converters.
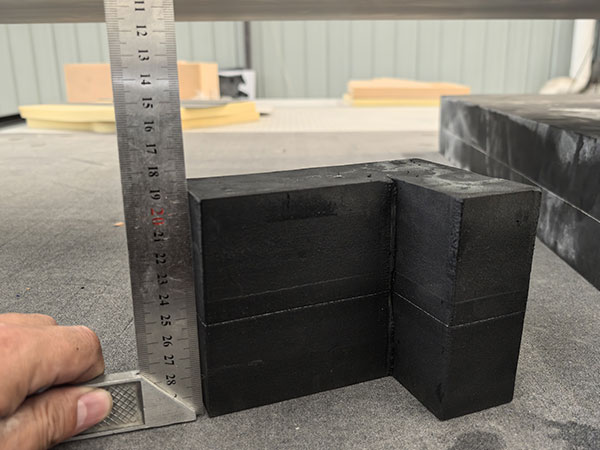
- Anyone cutting 50–100 mm EPE/EVA who wants smooth walls, tight corners, and repeatable sizes.
Know the material before you pick the tool
EPE: low density, high rebound. It loves bigger stroke and longer amplitude.
EVA: higher density and hardness. Typical Shore A 38°–50°+. It wants power and shorter, cleaner paths.
| Item | EPE (Expanded Polyethylene) | EVA (Ethylene-Vinyl Acetate) |
|---|---|---|
| Density & feel | Low density, high rebound | Higher density, higher hardness |
| Typical hardness | Soft to medium | Shore A 38°–50°+ |
| Tool preference | Needs big amplitude | Needs power + control |
| Edge risk | “Fur” if stroke is too small | Compression shine or smear if feed is too high |
I confirm thickness, hardness, and geometry before touching parameters.
What usually goes wrong (and why)
- EPE “fur.” Amplitude too short. Blade rubbing, not slicing.
- EVA shine. Feed too high. Blade warm. Face compressed.
- Parts lift. Vacuum zoning off or masked poorly.
- Kerf wander. Tall walls. One-pass heroics. No step-depth.
- Corners dull. Wrong blade projection. Too much flex.
I fix causes. I don’t blame the foam. (Okay, sometimes I blame Monday too.)
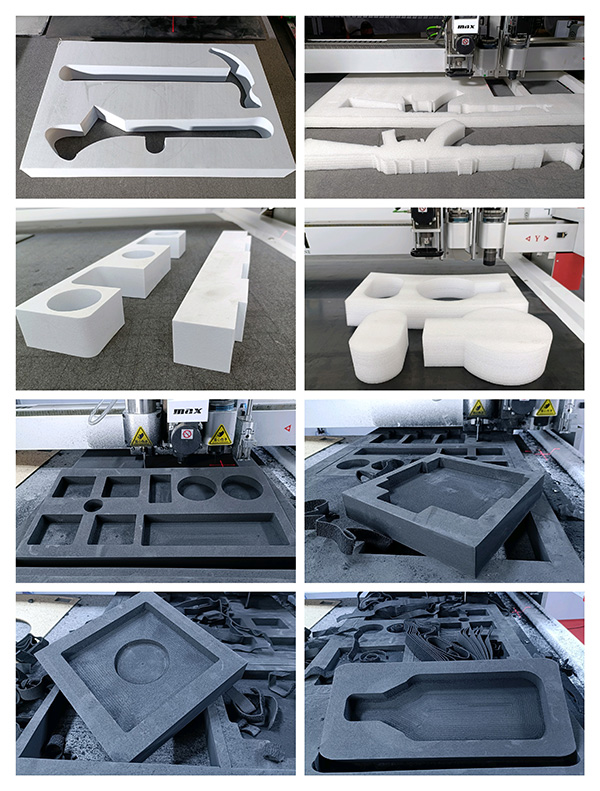
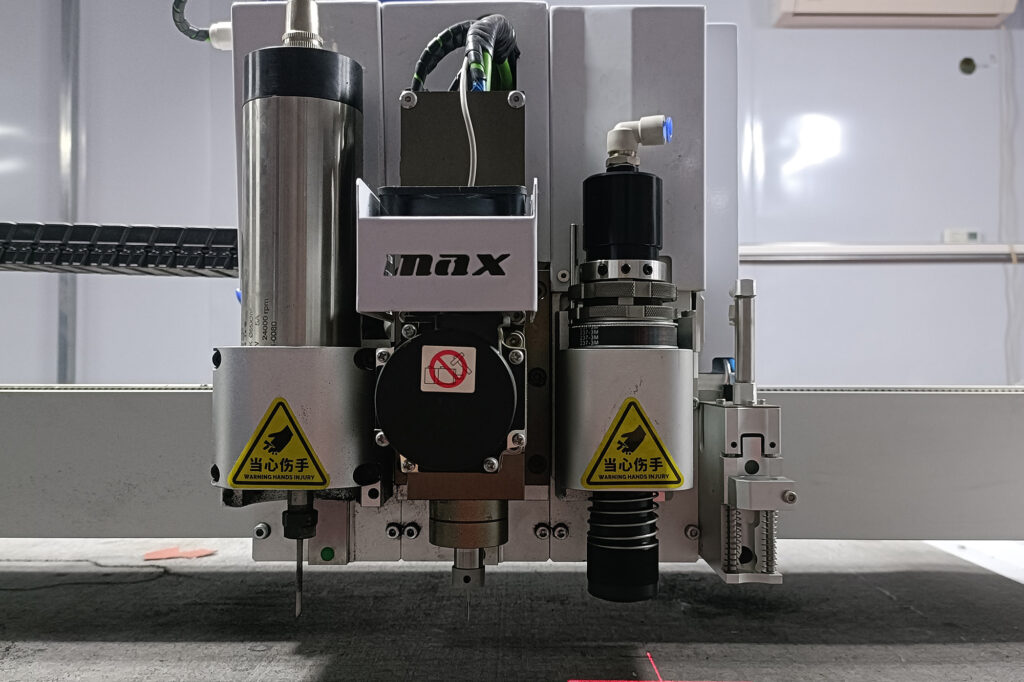
Tooling options that actually work
Pneumatic oscillating knife: big amplitude. Best for EPE > 50 mm. Keeps fibers moving, not tearing.
400 W electric oscillating knife: torque and control. Best for dense EVA 50–100(110) mm.
| Scenario | Best tool | Why it works | Notes |
|---|---|---|---|
| EPE ≥ 50 mm | Pneumatic oscillating | Big amplitude clears chips; fibers part cleanly | Often 2–3 passes; onion-skin for stability |
| EVA 50–100(110) mm | 400 W electric oscillating | More torque, stable stroke | Lower feed; rigid, sharp blade |
| EVA < 50 mm @ 38°–45° | 200 W / HF electric oscillating | Clean detail on small features | Great for logos, tight radii |
| Deep pockets / U-grooves | Milling spindle + knife | Mill bulk fast; knife leaves crisp edge | Pocket first, contour second |
Tip: I keep quick-change holders ready. Blade swaps must be seconds, not minutes.
My decision matrix (simple and honest)
| Thickness | Hardness | Geometry | My setup |
|---|---|---|---|
| EPE < 50 mm | Soft | Simple | HF electric or pneumatic; one-pass if stable |
| EPE 50–100 mm | Soft | Normal | Pneumatic, step-depth ×2–3, onion-skin 1–2 mm |
| EVA < 50 mm | 38°–45° | Small features | 200 W / HF electric, fine blade, short lead-ins |
| EVA 50–100(110) mm | >45° | Tight tolerances | 400 W electric, lower feed, final skim pass |
| Any, deep cavities | Any | Pockets | Mill pockets → knife perimeter |
If I hesitate, I cut a 50×50 mm test square and a 25 mm radius. The surface tells me the truth.
Starting parameters (then I tune on the floor)
| Material & case | Tool | Feed (start) | Pass plan | Notes |
|---|---|---|---|---|
| EPE 90 mm | Pneumatic | 250–350 mm/s | 2–3 passes + 1–2 mm onion-skin | High amplitude; long continuous paths |
| EVA 60 mm @ 45° | 400 W electric | 150–250 mm/s | 2 passes + skim | Keep blade projection short |
| EVA 30–40 mm | 200 W/HF electric | 300–500 mm/s | 1–2 passes | Great detail; watch corner decel |
| Pocket, any | Milling | — | Step-down 5–10 mm | Finish with knife for clean wall |
These are safe starts, not sacred numbers. Your foam, your climate, your vacuum will nudge them.
Pathing and hold-down (where most failures hide)
- Inner features first. Then the outer contour.
- Vacuum zoning on. Mask unused zones. Small parts love to fly.
- Onion-skin for tall parts. Leave 1–2 mm. Remove on final pass.
- Lead-in/lead-out to hide witness marks.
- Tabs for tiny features. Your operator will thank you.
If the part moves, accuracy is a rumor.
Blades that keep edges sharp
- Projection: as short as possible. Stiff blade = straight wall.
- Geometry: toothless for closed-cell foams; polished faces help.
- Discipline: change on schedule. Dull steel writes poetry on your edges. The bad kind.
I log blade life by material and thickness. Data beats memory.

Quality checks that matter (fast and useful)
| Check | Target | Why I care |
|---|---|---|
| ID/OD tolerance | ≤ ±0.2 mm (most inserts) | Seals fit. Customers relax. |
| Edge rating (1–5) | ≥ 4 | Quick visual standard for fuzz/smear |
| Wall verticality | Square within 0.3 mm/100 mm | Tall walls reveal flex |
| Rework % | Trend down month over month | Confirms the setup is stable |
I measure a first article every job. Ten minutes now saves an hour later.
Sample recipes you can copy today
EPE 90 mm, big cavities
- Tool: Pneumatic.
- Passes: only 1 cut is required.
- Notes: aggressive masking; long strokes.
EVA 60 mm, Shore 45°
- Tool: 400 W electric.
- Feed: start ~50 mm/s.
- Notes: fine blade, short projection; final skim pass for face quality.
Combo tray (EVA/EPE, deep pockets)
- Step 1: Mill pockets.
- Step 2: Knife outer contour.
- Step 3: Pen labels for kitting.
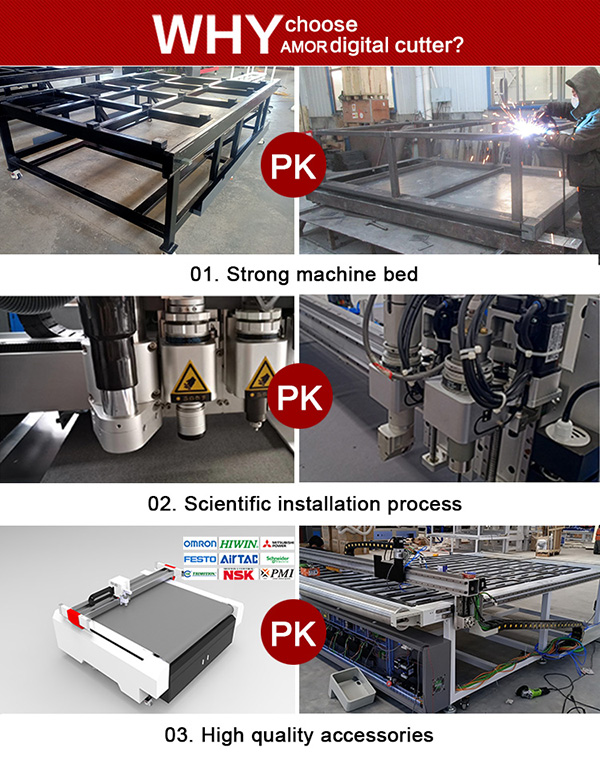
Why our AMOR CNC platform holds tolerance at height
I designed for stubborn foam.
- Welded bed, scientific structure.
- Hiwin rails and racks.
- Dual-servo X with precision bevel reducers.
- Mitsubishi servos, Schneider electrics, Omron limits.
- Zoned vacuum with real CFM.
- Clean wiring. Clear docs. Easy service.
All that engineering shows up on your edge. That is the point.
Troubleshooting cheat sheet
| Symptom | Likely cause | My fix |
|---|---|---|
| Fuzzy EPE edge | Amplitude too low; dull blade | Pneumatic head; new blade; more passes |
| EVA corner smear | Feed too high; projection long | Slower feed; shorter projection; skim pass |
| Parts shifting | Poor zoning; no mask | Mask bed; add tabs; inner-first path |
| Wall not square | One-pass cut; blade flex | Step-depth; reduce projection; check gantry play |
| Random size drift | Vacuum leak; worn blade | Seal leaks; change blade; re-zero Z |
I change one thing at a time. Then I log it.
Buyer’s checklist (so you don’t call me later)
- Mechanics: rigid frame, Hiwin rails, dual-servo X.
- Vacuum: high CFM, zoned adsorption, easy masking.
- Tools: pneumatic + 400 W electric + milling; quick-change holders; blade library.
- Software: DXF import, intelligent nesting, step-depth presets, barcode/marking.
- Support: spare parts on shelf, training videos, remote diagnostics.
If a spec is “coming soon,” I assume it is not coming.

One-week pilot and simple ROI
Run your top three SKUs on my recommended setups.
Track edge rating, rework %, runtime, and blade cost.
Shops typically see scrap down 20–30% and changeover down 30–50%.
Dual-head sync adds more throughput when parts repeat.
The math is boring. The savings are not.
Final word
Thick foam is honest. It rewards good setups and punishes shortcuts.
Pick the right head, plan your passes, and respect vacuum.
Your edges will be smooth. Your parts will be right.
And your customer will stop sending “urgent” emails at 5:55 pm.
Want a parameter card for your foam? Send me the DXF, thickness, and hardness. I’ll reply with a clean-edge recipe tuned for your job.
