
Rubber gaskets look simple, but the wrong machine can waste material, delay orders, and destroy profit. I want to walk you through each option in clear, practical steps.
The best machine for rubber gaskets depends on your material, thickness, and batch size. For custom shapes from sheet rubber with fast delivery and no tooling cost, a CNC digital knife cutting machine is usually the most practical choice.
When buyers ask me this question, I never give a one-word answer. Hand tools, molding presses, die cutting, lasers, and CNC knife cutters all have their own place. If you understand what each method can do, you will see very fast which machine fits your own gasket business, and which investments you should avoid.
Can you make rubber gaskets without any machine?
You can cut a few rubber gaskets by hand, but this method quickly becomes slow, tiring, and inconsistent when you must handle many sizes and repeat orders.
For simple one-off repairs or very low volume, hand-cutting gaskets from sheet rubber with scissors, knives, and punches is fine. For any serious production, you will need a more stable and repeatable machine to control quality, waste, and labor cost.
Hand cutting works for DIY, not for serious production
A detailed DIY guide shows how to make rubber gaskets with a rubber sheet, marker, scissors, hobby knife, and hole punch. The process starts from measuring the flange, marking the outline, cutting the shape, and then punching bolt holes one by one.Suzhou Baoshida Trading Co., Ltd. This method is great when someone needs one or two gaskets for a repair job.
In my own work with industrial customers, I almost never see hand cutting used for real orders. There are three reasons. First, quality depends on the worker’s skill and mood. A tired operator will not keep the same tolerance all day. Second, material waste is high because it is hard to nest shapes tightly by eye. Third, labor cost grows linearly with quantity. Cutting 10 gaskets might feel fine. Cutting 1,000 gaskets with a knife and hammer is a nightmare.
I still use the DIY method as a reference when I talk with new clients. If they tell me they are already cutting by hand, I know they feel the pain of slow work, unstable size, and high scrap. At that point, they are ready to hear about proper machines, even if they start from a small CNC system.
When is rubber molding or die cutting the right choice?
Rubber molding and die cutting look attractive because they are fast in mass production, but the high tooling cost and long lead time make them risky for custom gasket work.
Rubber molding and rotary or flatbed die cutting are ideal when you need huge volumes of the same gasket shape for many years. If your part design changes often, or you produce many different sizes in small batches, the cost and delay of each mold or steel rule die will damage your cash flow.
Five classic fabrication methods and where they fit
A well-known gasket guide lists five common fabrication methods: rotary die cutting, compression molding, flatbed die cutting, injection molding, and digital knife cutting.RPM Rubber Parts All five can make rubber gaskets, but they do not serve the same type of business.
Rotary and flatbed die cutters work like cookie cutters. A steel rule die or rotary die punches shapes at very high speed. This is perfect for simple gaskets in very large volumes, such as automotive parts where the drawing is frozen. Compression and injection rubber molding use heated molds. They are strong solutions for thick, molded seals with complex cross-sections and very high repeat demand.rapiddirect Once the mold is ready, the parts come out fast and consistent.
The problem is the front-end cost. Tooling for rubber molding or steel rule dies is not cheap. Each change of design or size means another mold or die. Technical guides on rubber molding are very clear: these processes are cost-effective only when your production volume is high enough to spread the tooling cost over many parts.rapiddirect When my clients tell me they handle mixed orders, different diameters, and frequent drawing changes, I rarely recommend molding or traditional die cutting as the main method. I sometimes see them used by large OEMs, but not by flexible gasket job shops that live on custom orders.
Is laser cutting a good machine for rubber gaskets?
Laser cutting looks modern and precise, but many buyers underestimate its slow speed, burnt smell, and the risk of poor edge quality on rubber sheets.
A CO₂ laser can cut very complex gasket shapes with tight tolerances and no physical tooling. This makes it attractive for prototypes and small batches. But for thicker rubber gaskets and long-term production, you must consider fumes, speed, and cut edge quality before you invest in a laser machine.
What laser cutting really gives you in gasket work
But the same experts also list serious drawbacks. Laser cutting is far slower than rotary die cutting. The beam can leave burnt or melted edges, with soot and residue that reduce finish quality.Strouse For gasket buyers, this means two things. First, you must manage smoke, smell, and dust extraction in your workshop. Second, if your gasket will be visible or must stay very clean, the edge finish may fail your quality standard.
Specialists in laser-cut gaskets describe the pros clearly. A laser can hold very tight tolerances, cut tiny and intricate shapes, and avoid any die tooling cost. Laser cutting is also a good method when you must make small quantities, often in the range of 50–100 pieces, or when features are too fine for classic die tools.Strouse For some materials, this is a very efficient way to move from CAD to part.
There is also a safety side. Some polymers release toxic gases under a laser, and some metal-lined rubber materials do not cut well with standard CO₂ systems.Strouse In my own tests on thicker rubber boards, I also saw darkened, hardened edges that affected seal performance and made the workshop smell bad. Because of this, I treat lasers as a niche tool for special materials and very small features, not as the main machine for everyday rubber gasket production from thick sheets.
Why do I recommend a CNC digital knife cutting machine for most rubber gaskets?
Many buyers feel stuck between slow manual cutting, expensive molds, and smoky lasers, but a CNC digital knife machine solves most of these problems with simple cold cutting.
A digital knife cutting machine uses an oscillating blade driven by a CNC system. It reads your CAD file, nests the shapes, and cuts gaskets from sheet rubber with no mold. For custom shapes, medium batches, and mixed thicknesses, this is usually the most balanced and flexible solution.
Digital knife cutting as the modern “default” for sheet gaskets
In the same five-method gasket guide, digital knife (or dieless) cutting is described as one of the most precise fabrication methods. It uses a high-speed, computer-controlled knife to cut through sheets and is especially suitable for soft materials like elastomers and thicker sheets.RPM Rubber Parts Many converters first used this method only for samples, but more and more factories now use it for real production, especially when orders are diverse.
From my own work with gasket customers, I see several clear advantages. There is no tooling cost and no lead time for molds or dies. You change from one gasket size to another just by loading a new DXF file. Nesting software gives you good material utilization, so you waste less rubber board. The cut is cold and clean. There is no burnt edge, no smoke, and no risk of fire. The operator only needs to clamp the rubber sheets, choose the right tool, and press start.
Digital knife cutting also plays well with other processes. If one of my clients already has molded gaskets for a few high-volume parts, we often still add a CNC knife machine to handle low-volume or urgent orders. This way they keep a fast response without ordering new molds for every small change. For flexible, custom-driven gasket business, the digital knife machine becomes the “core” platform in the workshop.
How do you choose the right CNC knife configuration for rubber gaskets?
Choosing the wrong knife tool for rubber gaskets can cause rough edges, broken blades, and expensive downtime, but a simple rule by thickness and material can guide your choice.
For thin to medium rubber sheets, a pneumatic oscillating knife is usually enough. For thicker boards and boards with nylon reinforcement, a 400W electric oscillating tool or a combination with a milling tool will give you more power and better bolt holes.

Practical tool selection for 0.2–30 mm rubber gaskets
When I configure a CNC knife cutter for rubber gaskets, I always start from thickness and hardness. For rubber sheets between about 0.2 mm and 10 mm, a pneumatic oscillating tool works very well. The long stroke and strong impact can cut most standard rubber boards, including many sealing rubbers. With a suitable blade, you can cut small holes down to about 1 mm diameter in thin rubber. This already covers a large part of industrial gasket demand.
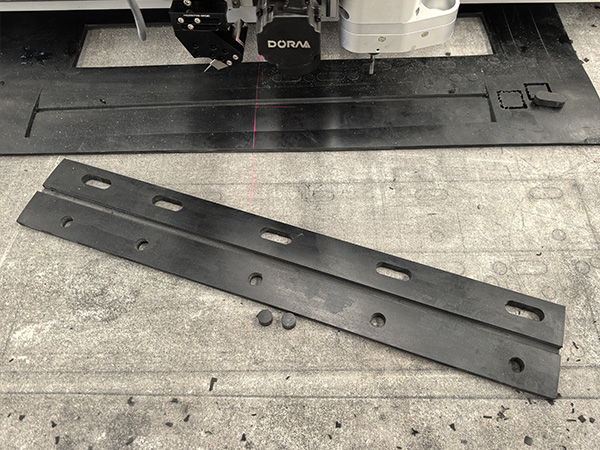
When the rubber board becomes thicker, or when the board has a nylon reinforcement layer, the load on the blade increases a lot. For 10–30 mm rubber sheets or rubber reinforced with nylon cord, I prefer to use a 400W high-power electric oscillating tool. The stronger servo motor maintains stable amplitude in heavy material, and it can cut bolt patterns in 10 mm rubber, with bolt hole diameters down to around 8 mm. In my tests, the machine can do this, but I also saw that cutting many small bolt holes with an oscillating blade makes the blade tip break more often. Blade cost grows fast.
Because of this, I often suggest one more tool in the configuration: a milling cutter or a dedicated punching device. The workflow is simple. The oscillating knife cuts the outer contour and large features. The milling tool or punch then makes the bolt holes. This combination reduces blade wear, speeds up the process, and gives cleaner holes in thick rubber. For factories that process rubber above 10 mm thickness every day, this combination is almost mandatory if they want to keep both cost and quality under control.
In the end, the “right machine” for rubber gaskets is not only the frame size. It is the full system: vacuum table to hold the sheet, nesting software, and a smart mix of tools on the head. Once you match these elements to your gasket thickness and hole size, the CNC knife machine becomes a very reliable worker on your production line.
So, what machine should you pick?
If you produce custom rubber gaskets from sheet material and you need fast delivery without mold cost, a CNC digital knife cutting machine with the right oscillating tools is usually your best choice.
