What I mean by “multi-tool CNC line”
I run three independent tool holders:
- Bevel tool (45°) for classic miter joints.
- Small-angle bevel (5°/10°/15°/22.5°/30°) for elbows, offsets, curved transitions.
- Oscillating knife for straight cuts and trimming.
We pair this with a rigid table, zoned vacuum, and nesting software. Panel in. Parts out. Minimal dust.
Angle & groove fundamentals, 5°–45°
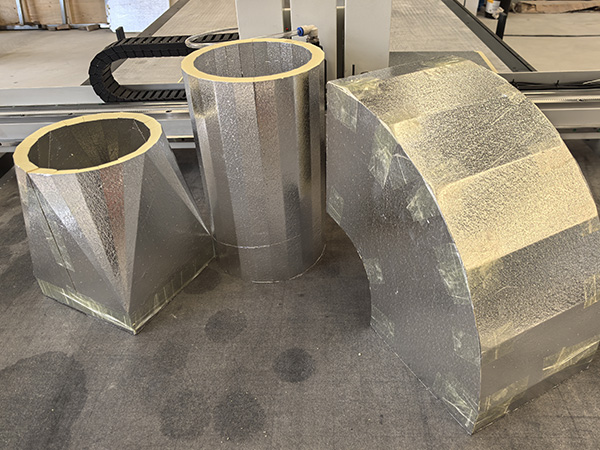
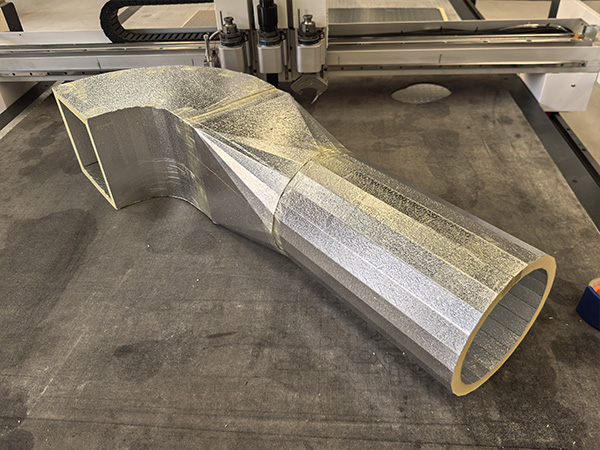
Common joints in pre-insulated HVAC: straight duct with 45° miters, elbows with small-angle grooves, branches with compound angles.
I target angle repeatability ≤ ±0.3° and length tolerance ≤ ±0.5 mm on typical boards. That is what keeps assembly fast.

Software workflow: design → nest → cut
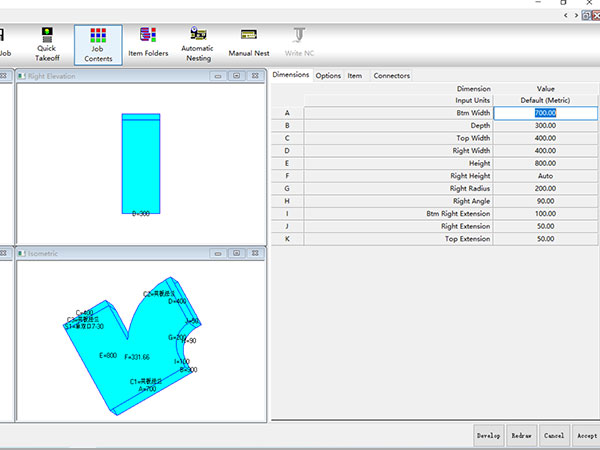
We don’t draw from scratch. We input dimensions.
The library generates elbows, reducers, Ys, and transitions.
Then auto nesting packs parts to the board size.
Labels print with part names and assembly arrows.
Everything is traceable back to a job ID.
Throughput & quality: the numbers I see
- Angle changeovers: instant in software; no manual jig swaps.
- Cycle time: multi-tool lines cut and groove 30–50% faster than milling-only, job-mix dependent.
- Rework: typical plants cut rework by 20–35% after standardizing angles and labels.
- Edge finish: oscillating knife = cold, dust-light cut; fewer chips than milling on long runs.
Comparison: pick your poison or your productivity
| Criterion | Manual Cutting | Milling-Only | AMOR Multi-Tool CNC |
|---|---|---|---|
| Angle range | Jigs, slow swaps | Toolpath only | 5°–45° on demand |
| Changeover | Minutes to hours | CAM edits | Software presets |
| Dust & cleanup | High | High | Low (cold cut) |
| Repeatability | Operator-dependent | Medium | High (±0.3°) |
| Throughput | Low | Medium | High (+30–50%) |
| Labeling/trace | Manual | Limited | Automatic labels + reports |
If you build more than prototypes, the right column pays for itself.
Quick angle guide you can trust
| Angle | Typical use | Why I choose it |
|---|---|---|
| 5° / 10° | Soft bends, curved elbows | Smooth transitions, less turbulence |
| 15° / 22.5° | Standard elbows, offsets | Balanced cut length vs. airflow |
| 30° | Tight offsets | Space-saving, still easy to seal |
| 45° | Miters for straight duct corners | Classic, fast assembly, strong seam |
I keep both small-angle and 45° tools mounted. No time lost.
Configurations that work (and why)
- Dual-holder: one small-angle + one 45°. Budget-friendly, big gains.
- Triple-holder: add oscillating knife. Cut + groove in one pass. Best for volume.
- Wide-bed: for big panels and batch nesting, The effective processing area of the machine is 1600mmX4000mm.
We spec Hiwin rails, dual-servo X, and strong vacuum. Stability = tight angles.
Maintenance & safety
No flood coolant. Minimal dust.
Blades: wipe and inspect daily. Replace on schedule.
Calibration: quick angle check each shift, full check weekly.
Operators love not smelling burnt board all day.
KPI & ROI (simple and honest)
| KPI | Before | After CNC (typical) |
|---|---|---|
| Angle deviation | ±1.0° | ±0.3° |
| Changeover time | 10–20 min | Software-instant |
| Rework | 6–10% | 3–6% |
| Jobs/shift | Baseline | +25–40% |
ROI often lands in 6–12 months depending on mix, labor, and rework baseline.
Conclusion
Phenolic duct work doesn’t need drama. Multi-tool CNC lines with small-angle and 45° bevels plus oscillating cuts make grooves clean and assemblies quick. The software handles designs, nesting, and labels. You track real KPIs and get a payback you can defend.
Send me your elbow size and a parts list. I’ll send a cut plan, angle presets, and an ROI sheet by tomorrow morning.
