Messy foam cuts, dust everywhere, and wasted sheets can destroy both your profit and your brand image. I want to help you choose a cutting method that really fits your packaging business.
You can cut foam inserts by hand, with lasers, with die cutting, with waterjet or CNC routing, or with a CNC oscillating knife. For most EVA, EPE, and EPS packaging inserts from 5–150 mm, a CNC oscillating knife cutter is the most practical and flexible choice.

In this article, I compare these methods from a very simple angle: cost, speed, cut quality, and safety. I focus on common packaging foams like EVA, EPE, and EPS, where thickness can go from 5 mm to 120 mm or even 150 mm. By the end, you will see which method is only good for DIY, which one is good for mass production with simple shapes, and which machine can handle custom, high-mix orders in a real factory.
Can you cut foam inserts by hand?
If you only have a few cases to line, you can cut foam by hand. But if you try to run a business this way, your labor cost and scrap rate will soon scare you.
Hand cutting with knives, saws, or hot wires is fine for hobby work and small repair jobs. For industrial packaging orders, it is slow, inconsistent, and hard to control.
What manual foam cutting really looks like
A typical DIY guide for gun case foam shows the full manual process. You place the gun on the foam, trace the outline with a marker, then cut with a knife or saw. You trim the edges several times until the fit is acceptable.Underwater Kinetics This method works for one gun case in a home workshop.
In packaging, the situation is very different. You may need 20, 200, or 2,000 foam sets for tools, instruments, cameras, or electronic devices. Each insert must match the drawing, not just “look okay”. An operator who cuts manually all day gets tired, and the line between “OK” and “scrap” becomes thin. The foam sheets are not cheap, and every small mistake is a real cost.
Why hand cutting is not a solution for industrial production
For small batches, hand cutting seems flexible. You do not need a machine. But there are three main problems. First, the cut quality depends on skill. One worker cuts cleanly; another worker leaves jagged edges and inconsistent depths. Second, nesting by hand wastes material because you cannot pack shapes tightly on the sheet. Third, you cannot predict cycle time. Every insert takes a different time, so planning and delivery become hard.
I still see manual cutting in small workshops that are just starting. But once they grow, they always look for a machine. They want stable quality, less waste, and clear delivery time. That is when they move away from knives and hot wires and start to think about laser, die cutting, or CNC systems.
Is laser cutting a good way to make foam inserts?
Laser cutting looks very attractive. You import a drawing, press start, and watch the laser cut “perfect” shapes. But for foam packaging inserts, you must accept slower speed, fumes, and some safety risks.
Laser cutting is suitable for thin foam and complex shapes in small batches. It is not ideal for thick EVA, EPE, or EPS foam blocks used for deep packaging inserts.
What laser cut foam inserts can do well
There is a popular tutorial that shows how to laser cut foam inserts for tool boxes. The author scans or draws the tool layout, prepares the vector files, and then uses a laser cutter to cut out precise pockets in foam sheets.Instructables The result is very clean, with sharp corners and a nice graphic look. For thin foam and neat layouts, lasers perform well.
Laser cutting has some clear strengths. It does not need physical tools. You can change the design immediately and cut complex contours and small details. For short runs, prototypes, and thin foam layers (often under about 20 mm), it is a valid option. It also integrates well in maker spaces and design studios where laser cutters are already installed.
Where lasers struggle in foam packaging production
For real packaging production, I see several issues. First, cutting speed is not very high, especially on thicker foam. If you compare it to a sharp mechanical blade, the laser needs much more time to burn through the material. Second, the heat changes the foam edge. You can see darkening, melting, or a slightly hard crust. This may not matter for a hobby project, but it reduces the “soft touch” feeling for a high-end insert.
The biggest concern is fumes and safety. When foam burns, it produces smoke and sometimes toxic gases. You need good extraction and filtration, and the operator must work in a controlled area. For some foams, there is also a real fire risk, especially when cutting thicker sections or when the focus is not well set. In my view, lasers are good for special design projects with thin foam, but they are not the main solution for 50–120 mm packaging inserts in a busy factory.
Are die cutting, waterjet, and CNC routing good options?
Die cutting, waterjet, and CNC routing all have a place in foam fabrication. But each has a specific niche. If you choose the wrong one for packaging inserts, you will pay in tooling cost, operating cost, or dust.
Die cutting is strong for simple, high-volume parts. Waterjet cutting is strong for very dense or thick foam, but the operating cost is high. CNC routing is good for 3D carved shapes, but not ideal for clean through-cuts for inserts.
When die cutting makes sense
A foam fabrication guide from a major converter lists die cutting as a key method for large volumes of identical foam parts. A custom die presses into the sheets and cuts many pieces with good consistency.Amcon Foam For simple rectangular inserts or standard shapes, this is very efficient.
However, die cutting has the same problem as metal stamping or gasket die cutting. You pay for the tooling. When your product line includes many different sizes and layouts, the number of dies becomes huge. Each change needs a new tool. For packaging projects with frequent design changes, especially for custom orders, the tooling cost and lead time become a burden.
Why waterjet cutting is not popular for normal foam inserts
Waterjet cutting uses a high-pressure stream of water, sometimes with abrasive, to cut foam with no heat.Amcon Foam The edge can be very clean, and it can handle hard foams and big thickness. On paper, this looks perfect.
In reality, many packaging factories do not like waterjet for foam. The system is expensive, the maintenance is heavy, and the work area is wet and messy. You must manage water, sludge, and possible contamination. For very special projects with very hard foam or mixed materials, waterjet is an option. For normal EVA and EPE packaging inserts, it is overkill.
What CNC routing is really good for
CNC routing for foam uses a spinning tool to mill the material.Amcon Foam This is very good when you need 3D carved shapes, contoured surfaces, or deep pockets with different levels. If a customer wants a sculpted presentation insert for luxury goods, CNC routing can do a nice job.
But for simple “cut-through” inserts with many pockets, routing is less attractive. The tool kerf is larger than a knife, so material waste is higher. The process generates a lot of foam chips and dust, so you need strong extraction. For standard 2D pockets, I prefer a clean oscillating knife, and I keep CNC routing only for projects that really need 3D shaping.
When should you use a CNC oscillating knife cutting machine?
If you handle many custom layouts, different foam types, and thickness from 5 mm up to 150 mm, a CNC oscillating knife cutting machine is usually the best core machine.
A CNC oscillating knife cutter uses a fast up-and-down blade to cut foam with cold cutting. It does not burn the foam, does not use water, and does not need steel dies.
Why oscillating knife is a strong match for EVA, EPE, and EPS
In packaging, I often see three main foam types: EPE, EVA, and EPS. EPE and EVA are very common for custom inserts for tools, instruments, or electronics. EPS is more common for outer blocks and corner protection. Their thickness for inserts is often between 5 mm and 120 mm, and sometimes up to 150 mm.
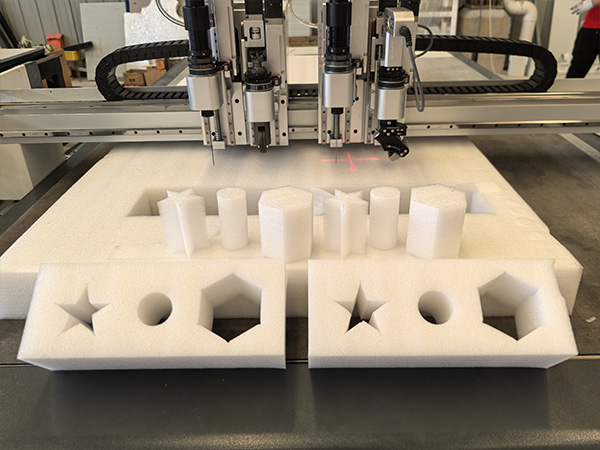
For this range, a CNC oscillating knife can handle most jobs. There is no mold. The software reads CAD files, nests them for best material usage, and sends the tool path to the machine. The blade cuts with a narrow kerf, so the waste is low. Because the cut is mechanical and cold, there is no smoke or burning. The machine can cut narrow slots, small radii, and deep pockets in one process.
In my own projects, I have seen that this type of machine fits both small and medium batch orders. It can cut one sample, 10 sets, or 500 sets of inserts without any change of tooling. The only change is the file and, sometimes, the blade type. This flexibility is very important for contract packagers and foam fabricators who serve many different customers.
The main limits you must understand
A CNC oscillating knife cutter is not a magic solution for everything. Today, most oscillating knife systems focus on 2D cutting and some simple 2.5D engraving. They are not made for full 3D sculpting. If a customer wants deep 3D carving, you still need a routing spindle.
Also, when foam gets extremely dense or very thick beyond 150 mm, you must plan the process more carefully. You may need to cut from both sides or use special support. But for the typical range of 5–120 mm in EPE and EVA packaging, this machine covers almost all shapes that my customers ask for.

How do you choose the right tool configuration on a CNC foam cutting machine?
If you choose the wrong tool on a CNC foam cutter, you will get torn edges, slow cycles, and broken blades. A simple rule based on thickness and hardness can help you configure the machine.
For soft to medium foam, a pneumatic oscillating knife is enough. For harder, thicker EVA, you need a 400 W electric oscillating tool with cooling. For bevel cuts and shallow grooves, you add a bevel tool or spindle.
Recommended tools for common foam thickness and hardness
When I help customers set up a machine, I always ask three questions: what foam, what thickness, and what hardness. Based on this, I use a few simple rules:
- For 5–150 mm EPE foam and 5–50 mm EVA with lower hardness (below about Shore 40), I recommend a pneumatic oscillating tool. It has a long stroke and can cut fast with a clean edge. It is the “workhorse” for most packaging inserts.
- For EVA foam with higher hardness, around Shore 50–80, and thickness between 50 mm and 100 mm, I move to a 400 W electric oscillating tool. The stronger motor keeps the blade moving in hard, thick foam. I also like to add a spray or mist cooling system for the blade, so the knife stays cooler in long cuts and the edge stays sharp longer.
- If a customer wants bevel cuts or V-grooves up to about 50 mm deep, I add an electric bevel cutting tool. With this tool, they can make 45° or other angles to create chamfers or fold lines in foam blocks.
- When they also want to mill shallow grooves or flat pockets, I add a spindle tool. This tool can engrave or skim the surface. But I always tell them clearly that this is still 2D or 2.5D. It is not a full 3D carving solution.
By mixing these tools on one gantry, the machine becomes “one machine, many processes”. It can cut outlines, create internal cutouts, make bevel edges, and mill small recesses. For a packaging factory, this means you can support many different projects without buying separate machines for each process.
A clear view of your foam type, thickness, and batch size will guide you to the right cutting method, and in most modern packaging factories, that “right method” is a CNC oscillating knife cutter with a smart tool configuration.
