
1. Don’t Be Misled: “Thick Cutting” and “Thin Cutting” Use Different Principles
Cutting a 2mm gasket and a 200mm foam block are two completely different processes.
- Thin materials require precision, minimal blade vibration, and tight blade control.
- Thick materials need clearance space, long-stroke blades, and high-power cutting motion.
Trying to use a thick-cutting setup for thin materials? You’ll likely face cutting errors, misalignment, or even material damage.

2. Raise the Gantry: Enable Clearance for Large Material Heights
To cut 100mm–200mm thick materials (such as foam, sponge, or insulation), your machine must have:
- A raised beam (gantry) design
- A Z-axis stroke that accommodates longer blades
- A tool holder built for deep insertion and stable oscillation
Without these, your blade simply won’t reach the bottom—and if it does, it may flex, vibrate, or break during high-speed operation.

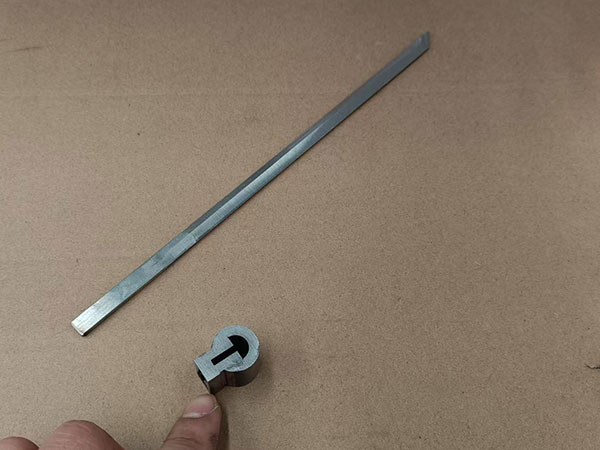
3. Use Exchangeable Blade Clamps for Different Thicknesses
Here’s the key: you can’t use the same blade clamp for everything.
| Cutting Thickness | Blade Clamp Gap | Blade Length | Use Case |
|---|---|---|---|
| 1–5mm | 1.0mm | 20–30mm | Gaskets, leather, vinyl |
| 20–80mm | 1.5mm | 35–80mm | EPE/EVA foam |
| 100–200mm | 2.0mm | 120–220mm | Thick foam blocks, insulation |
Pro Tip: Ask your supplier if the tool holder supports quick-change blade clamps. Switching blade clamps ensures you get maximum performance for each material type.

4. Multi-Point Blade Installation: For Flexibility and Stability
A well-designed tool holder will allow the blade to be:
- Installed closer to the table for thin material precision
- Raised higher inside the holder for thick foam or sponge cutting
Look for dual or triple installation holes in the blade fixture. This allows you to:
- Increase installation height for longer blades
- Lower it for closer control with thin materials
This feature is critical if you want to use one machine for both ends of the spectrum.

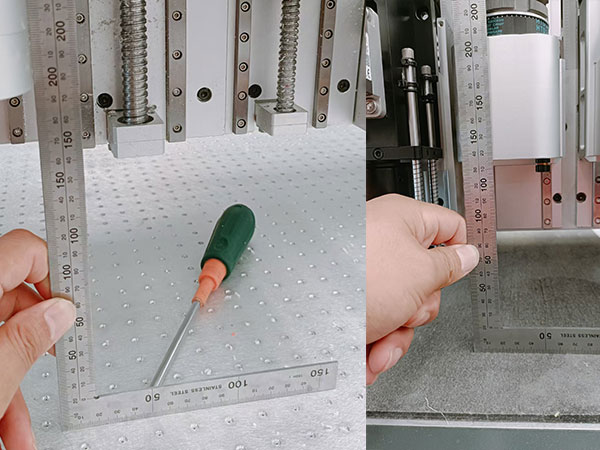
5. Table Surface and Material Holding Methods Matter Too
Cutting thin materials like stickers or felt requires strong vacuum adsorption, especially since the blade is small and the material may shift.
Cutting thick materials doesn’t rely on vacuum but needs surface clearance and anti-slip strategies like:
- Custom foam jigs
- Non-slip baseboards
- Mechanical positioning blocks
6. Real Case Example: Dual-Purpose Machine in Action
One of our clients manufactures both 3mm rubber gaskets and 150mm EVA foam inserts.
We configured their machine with:
- An elevated gantry (Z-axis stroke: 250mm)
- Pneumatic oscillating knife tool
- Two sets of blade clamps (1.0mm and 2.0mm gap)
- Adjustable blade installation depth
- Software presets for each material group
The result?
One machine. Two cutting systems. Zero compromise.
7. Final Considerations: Do You Really Need This Range?
Before you make a purchase, ask yourself:
- Do I really need to cut from 1mm to 200mm on the same machine?
- Will separating thick and thin material cutting processes improve my efficiency?
- Can my operator handle frequent blade clamp changes and software presets?
Reminder: A machine that cuts 200mm thick foam isn’t automatically suitable for thin 1mm gasket materials—unless properly configured.
✅ Conclusion: How to Choose the Right Oscillating Knife Machine for All Thicknesses
If you want a machine that can handle 1mm to 200mm material thickness:
- Raise the beam height
- Use long-stroke tool holders
- Equip the machine with multiple blade clamp sizes
- Use blade holders with multi-level mounting holes
- Design the cutting table for both vacuum holding and high clearance
And most importantly: talk with your supplier about your material range BEFORE purchase. The right design choice today could save you thousands in rework or modifications later.
