 跳到内容
跳到内容 
Bad cuts waste material. Wrong tools waste orders.
A CNC gasket cutting machine can cut many common gasket materials well, but only if the machine, tool, blade, and vacuum setup match the material’s hardness, thickness, and sealing use. Buyers should judge material fit first, not just machine price.

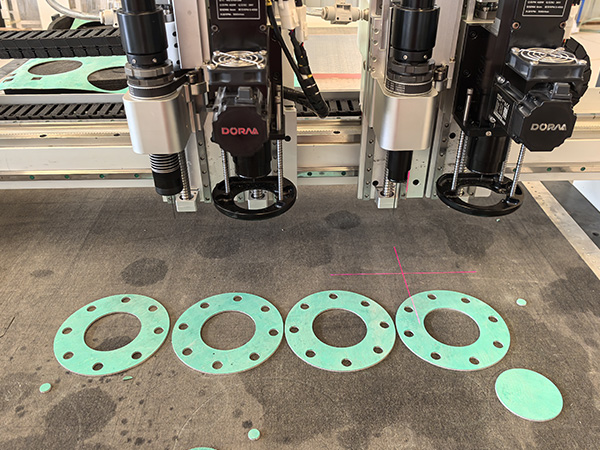
Many buyers ask me one direct question: can this machine really cut my material well? I think this is the right question. A gasket cutting machine is not just a table with a knife. It is a full cutting system. The frame, servo motors, vacuum table, control system, blade type, oscillating power, and software all affect the result. If one part is wrong, the cut result will be wrong too. So I never start with machine size. I start with the material. I look at hardness, thickness, density, surface condition, fiber content, and the final sealing requirement. That is where the real answer begins.
Which Gasket Materials Can a CNC Gasket Cutting Machine Usually Cut Well?
Wrong material match ruins edge quality.
A CNC gasket cutting machine can usually cut rubber, non-asbestos, graphite, PTFE, cork rubber, fiber sheet, silicone, and many composite gasket sheets well, but the result depends on choosing the right cutting tool and machine rigidity for each material type.
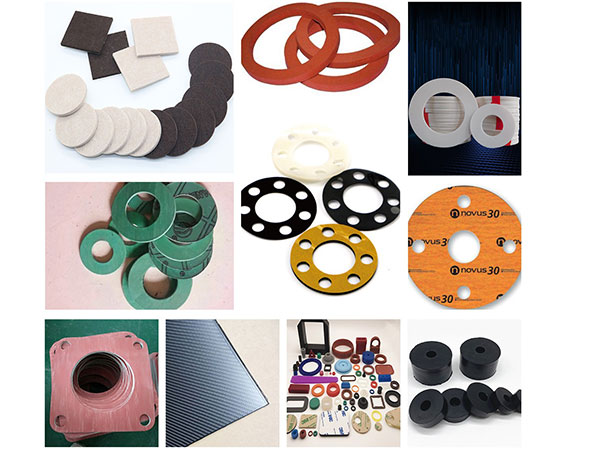
When I talk with customers, I often find that many people only ask whether the machine can cut gaskets. That question is too broad. Gaskets are not one material. They are many materials with very different cutting behavior. A 2 mm rubber sheet and a 5 mm graphite reinforced sheet do not behave the same way under a blade. One is elastic. One is brittle. One may recover after cutting. One may crack at the edge. So I always divide gasket materials into practical groups first.
Soft and elastic gasket materials
Rubber, silicone, and some soft sealing sheets are flexible and easy to deform. These materials need a sharp blade and stable vacuum hold-down. If the vacuum is weak, the sheet may move during cutting. Then circle closure becomes poor, and the finished size becomes unstable. For soft rubber sheets around 1 mm to 6 mm, a standard electric oscillating tool often works well. In many jobs, cutting speed can reach about 200–500 mm/s, depending on shape complexity and material rebound. This range is useful, but it is not the only thing that matters. If the blade angle is wrong, the machine may still cut fast but produce rough edges.
Dense and high-temperature gasket materials
Non-asbestos sheets, graphite sheets, and graphite reinforced sheets need more cutting force. These materials often have higher density and stronger internal structure. Some also include metal wire or reinforcement layers. For these materials, I usually recommend a higher-power oscillating tool, such as a 400W electric oscillating tool, or a pneumatic oscillating tool when thickness and resistance increase. A weak tool may still cut through, but the edge will tell the truth. You may see burrs, tearing, or incomplete corners.
Low-friction but tricky materials
PTFE is a special case. Many buyers think it is easy because it feels soft. In reality, PTFE can be difficult because it is slippery and can affect cutting control. Thin PTFE often cuts very cleanly with a sharp oscillating blade, but the machine needs stable feeding motion and good parameter control. If the blade is too blunt or the tool pressure is poor, the cut edge may become uneven.
Here is a simple comparison table I often use when explaining material range to buyers:
| Material Type | Typical Thickness | Main Cutting Challenge | Suggested Tool |
|---|---|---|---|
| Rubber | 1–10 mm | Rebound, stretching | Electric oscillating tool |
| Silicone | 1–8 mm | Softness, movement | Electric oscillating tool |
| Non-asbestos | 1–6 mm | Density, edge resistance | 400W electric oscillating tool |
| Graphite sheet | 1–5 mm | Brittleness, dust, edge break | 400W electric oscillating tool |
| Graphite reinforced gasket | 1–5 mm | Tough layers, high resistance | Pneumatic or 400W oscillating tool |
| PTFE | 1–8 mm | Slippery surface, edge control | Electric oscillating tool |
| Cork rubber | 1–6 mm | Mixed density | Electric oscillating tool |
| Fiber sheet | 1–6 mm | Clean closure on small holes | Electric or high-power oscillating tool |
How Should I Choose the Machine Based on Material Hardness?
Hard material with weak setup means bad cuts.
Material hardness should decide machine rigidity, tool power, and blade type. Softer materials need better control against stretching. Harder materials need stronger oscillation, more rigid motion, and a more stable frame to keep edge quality and dimensional accuracy.
I think hardness is one of the most ignored factors in machine selection. Many buyers compare only sample photos. They do not ask how hard the material is or how the machine reacts under load. This is where many purchasing mistakes begin. A machine may look good when it cuts foam, sticker, or soft board. That does not mean it will cut dense gasket material well. Harder materials push back against the blade. When resistance increases, weak machines start to show problems.
What changes when the material gets harder?
When hardness rises, cutting resistance rises too. The machine needs a stronger frame, better motion control, and enough tool power. If the frame lacks rigidity, the gantry may vibrate more during fast direction changes. If the tool power is too low, the blade may drag instead of cut. If the blade is too thin, it may deflect. Then the final part may look acceptable from far away, but the real edge will show poor quality.
A simple way to think about hardness is this:
Soft materials ███
Medium materials ██████
Hard materials ██████████
Need for rigidity ███ → ██████████
Need for tool power ███ → ██████████
What machine features matter most for harder gasket materials?
I pay special attention to these points:
- Welded machine bed stability
- Servo motor quality
- Gantry structure strength
- Precision rack and rail quality
- Vacuum table flatness
- Tool holder stability
For graphite reinforced, non-asbestos, and dense fiber gasket sheets, I usually prefer a machine with a heavy welded frame and servo control. That is because cutting force is real. It is not theory. When the machine runs day after day on dense sheets, weak structure becomes a visible problem. You may see corner overcut, poor circle closure, or inconsistent edges from left to right on the table.
Why does hardness also affect sealing performance?
A gasket is not a decorative product. It must seal. If edge quality is poor, the sealing pressure may become uneven. If the dimension changes, the bolt holes may not align. If the inner diameter is rough, the performance of the gasket may drop in real use. So when I judge a machine, I do not ask only whether it can cut through. I ask whether it can cut a real usable gasket.
How Does Material Thickness Affect Tool and Machine Selection?
Thickness changes everything in cutting.
Material thickness affects blade exposure, oscillating force, cutting speed, and edge finish. Thicker gasket sheets usually need stronger tools, lower speed, and better vacuum holding to avoid dragging, incomplete cutting, or rough vertical edges.
Thickness is easy to understand, but many buyers still underestimate it. They say, “My material is only rubber,” or “It is only graphite.” I always ask the next question: how thick is it? The answer changes the full machine recommendation. A tool that cuts 2 mm material well may fail badly at 8 mm. A blade that works well on thin PTFE may not stay stable in thick rubber. This is why sample testing should always use the real production thickness, not only a thin sheet from the office.
Thin gasket materials need control, not just force
For thin materials like 1 mm rubber, 1 mm PTFE, or thin non-asbestos sheets, too much force can be a problem. The machine must control the blade path very precisely. Small circles, narrow bridges, and sharp corners need clean motion. If the machine vibrates or the blade is not sharp enough, the material may tear or lift.
Medium thickness materials need balance
For 3 mm to 5 mm materials, I often focus on the balance between power and edge smoothness. This is the range where many gasket factories work every day. A standard electric oscillating tool can solve many jobs, but if the material is dense, I may still suggest a 400W tool. I do not like weak margins in production. A machine should not only pass one sample test. It should survive daily use.
Thick gasket materials need stronger setup
When thickness increases to 6 mm, 8 mm, 10 mm, or more, tool selection becomes stricter. Cutting thick rubber or dense non-asbestos sheets with an underpowered tool often causes obvious defects. These include sloped edges, bottom connection, and burnt-out blades from overload. In those cases, a pneumatic oscillating tool or a high-power electric oscillating tool is often the safer choice.
Here is a quick guide:
| Thickness Range | Common Risk | Better Choice |
|---|---|---|
| 1–2 mm | Lifting, tearing, poor small-hole quality | Sharp blade + stable electric oscillating tool |
| 3–5 mm | Edge resistance, closure accuracy | Electric or 400W oscillating tool |
| 6–10 mm | Dragging, incomplete bottom cut | 400W or pneumatic oscillating tool |
| 10 mm+ | Heavy resistance, edge slope | Strong tool + slower speed + stable vacuum |
What Tool Configuration Works Best for Rubber, PTFE, Graphite, and Non-Asbestos?
The wrong tool ruins the right machine.
The best tool depends on the material’s structure, not only its name. Soft rubber often works with a standard electric oscillating tool. Dense graphite and non-asbestos often need higher power. Thick reinforced sheets may need pneumatic support for cleaner and more stable cutting.
I have seen many buyers focus too much on machine size and too little on tool setup. That is a costly mistake. The tool is the part that touches the material directly. If the tool does not match the material, the rest of the machine cannot save the result. A good table and a good servo system still need the correct cutting head and blade.
Electric oscillating tool for general gasket work
For many gasket materials, the electric oscillating tool is the most practical starting point. It is simple, stable, and cost-effective. It can cut rubber, silicone, PTFE, cork rubber, and many standard gasket sheets. For thin to medium thickness material, it often gives smooth edges and enough speed for daily work.
400W high-power oscillating tool for dense materials
When customers cut graphite sheet, non-asbestos gasket sheet, or tougher fiber materials, I usually prefer the 400W high-power electric oscillating tool. This is because dense materials need stronger penetration force. In real jobs, the difference is visible in corners, inner holes, and the smoothness of the cut face.
Pneumatic oscillating tool for higher resistance
For some thicker or reinforced gasket materials, the pneumatic oscillating tool gives a stronger amplitude advantage. That helps reduce blade stress and improves the cut on harder jobs. This is useful when customers cut thicker rubber board, graphite reinforced sheets, or materials that quickly damage standard blades.
Blade choice also matters
I do not separate blade choice from tool choice. They belong together. Blade thickness, angle, and tip shape all affect the cut. For many gasket jobs, thinner sharp blades reduce resistance and help keep edges clean. But if the material is dense and thick, the blade also needs enough strength. So blade selection is always a balance.
A simple matching guide looks like this:
| Material | Better Tool | Main Blade Need |
|---|---|---|
| Rubber | Electric oscillating tool | Sharp, low-resistance blade |
| PTFE | Electric oscillating tool | Sharp blade, stable control |
| Graphite | 400W oscillating tool | Strong blade, clean penetration |
| Non-asbestos | 400W oscillating tool | Durable blade, stable downforce |
| Reinforced graphite | Pneumatic or 400W tool | High-strength blade |
What Sealing Requirements Should Buyers Check Before Buying?
A part that fits may still fail to seal.
Buyers should check edge smoothness, hole accuracy, inside diameter quality, and consistency between parts. Good gasket cutting is not only about shape. It is about whether the finished gasket can perform well in real sealing conditions after installation.
I think this is where many machine discussions become too shallow. People talk about speed, power, and price. Those are important. But a gasket is a sealing part. So the final question is not only “Can I cut it?” The final question is “Will it seal well after cutting?” These two questions are related, but they are not the same.
Why edge quality affects sealing
If the cut edge is torn, compressed, or unstable, the gasket surface may not sit evenly after assembly. Some materials are more forgiving. Some are not. A rough cut on a low-pressure gasket may still work. The same rough cut on a high-demand sealing application may create leakage risk. So buyers should not only inspect the top surface. They should inspect the full cut face.
Why hole position and closure matter
Bolt-hole position matters. If the holes shift even a little, installation becomes difficult. I have seen factories blame drawing errors when the real cause was poor machine control or material movement. Circle closure matters too. On a gasket, a small opening at the start-end connection is not a small problem. It can become a sealing problem.
What should buyers ask suppliers to prove?
I always think sample testing should include:
- Small inner holes
- Sharp corners
- Long straight cuts
- Circle closure
- Hole alignment
- Same-part repeat cutting
If possible, I also suggest cutting 10 pieces in a row and comparing them. A machine that cuts one piece well is not enough. A production machine must cut the 1st and the 10th piece with the same result.
What Machine Configuration Gives the Most Reliable Results in Daily Gasket Production?
Cheap configuration often becomes expensive later.
Reliable daily production needs more than a knife tool. Buyers should focus on frame rigidity, servo system, vacuum adsorption, table flatness, and software stability. These parts decide whether the machine can hold accuracy and edge quality over long production runs.

I always tell buyers that a sample is important, but stable production is more important. Many low-price machines can cut one demo piece. That is not hard. The real test starts after weeks of cutting dense gasket material every day. This is where machine structure begins to speak.
Frame and motion system
A rigid welded bed matters because it supports the full machine during cutting. A weak frame may cause vibration or long-term accuracy drift. Servo motors matter because they give more stable motion control than lower-grade solutions. Good rails and racks matter because the machine must move smoothly while resisting cutting force.
Vacuum system
Vacuum adsorption is often underestimated in gasket cutting. Buyers think vacuum is only for thin soft materials. I disagree. Vacuum holding affects nearly all flat sheet cutting jobs. If the sheet shifts, the cut result changes immediately. Zoned vacuum is better because it improves suction on smaller working areas and reduces air loss.
Software and practical use
A good machine also needs easy software. Factories do not need software that looks impressive but slows down operators. For gasket production, practical work matters most: import drawing, set parameters, nest parts, start cutting, and get repeatable results. I prefer software that helps operators work faster with fewer mistakes.
When I judge a machine for daily gasket production, I look at it like this:
Cutting result quality
├── Tool match
├── Blade match
├── Frame rigidity
├── Vacuum stability
└── Motion control consistency
Choose by material first. Then choose by tool.

