
Wrong machine, wrong tool, wrong result. That mistake costs money fast.
I choose a digital flatbed cutting machine by matching material, thickness, tool type, table structure, vacuum hold-down, and software workflow to the real job, not to a nice-looking brochure.
If I only look at speed, I can buy trouble. If I only look at price, I can buy delay. I stop and check the real work first. That is where a useful machine starts. That is also where many buying mistakes end.

What Materials Do I Really Need to Cut?
Too many materials, too many options, too much confusion.
I first sort materials by softness, density, surface behavior, and thickness. That step tells me which cutting method, tool setup, and hold-down system I really need.
I start with material behavior, not with machine size
Soft foam is not the same as dense foam
I never put EPE foam, EVA foam, felt, cardboard, coated fabric, and composite sheets into one simple group. They do not react the same way under the blade. EPE foam is soft and light. EVA foam can be much denser. Corrugated cardboard has flute direction. Textiles can stretch. Composites can be tough and abrasive. If I ignore these differences, I will choose the wrong tool and then blame the machine. That is unfair.
Surface finish matters as much as cutting through
Many buyers only ask, “Can it cut?” I ask, “Can it cut cleanly?” A machine that cuts through but leaves torn edges, dust, burrs, or shape distortion is not a good machine for production. For foam inserts, clean edges affect product image. For cardboard packaging, crease quality affects folding. For textiles, edge stability affects sewing. For composites, edge quality affects the next process.
A simple material map saves real money
I usually make a simple map before I confirm a machine. That map looks like this:
| Material | Common thickness | Main risk | Better tool direction |
|---|---|---|---|
| EPE foam | 10–100 mm | dragging, rough edge | oscillating tool / milling for grooves |
| EVA foam | 5–80 mm | resistance, burn not allowed | high-power oscillating tool |
| Corrugated cardboard | 1–10 mm | crush, poor crease line | oscillating + creasing tool |
| Textiles | 1–20 mm or layered | stretch, shift | rotary wheel / oscillating tool |
| Composites | 0.5–10 mm | tool wear, edge defects | drag knife / oscillating / milling |
When I finish this step, I already know half of the buying answer.
Which Tools Should the Machine Have?
A strong frame means little if the tool is wrong.
I choose tools by material behavior, cut depth, edge quality, and process needs. One machine becomes useful when its tool setup matches daily production, not one test sample.
I do not buy a machine. I buy a tool system
One tool cannot solve all jobs
This is the first hard truth. A digital flatbed cutting machine is only as useful as the tools on the beam. For foam, I may need an electric oscillating tool or a high-power oscillating tool. For corrugated cardboard, I may need a creasing wheel, a kiss-cut tool, or a drag knife. For textiles, a rotary wheel tool often helps reduce drag and fabric stretch. For composites, I may need an oscillating tool or a milling spindle, depending on density and finish requirements.
Tool switching saves more than tool price
Some buyers try to save money by removing one or two tools. That looks smart on the quotation. It often becomes expensive in production. If I need to stop the job, change the tool manually, and set the depth again, I lose time every day. I also add more risk of error. On a busy line, even 3–5 minutes lost per job becomes a serious cost over a month.
I match tools to process, not to marketing words
I care about real production steps:
Tool logic I often use
For foam packaging
I like an oscillating tool for contour cutting and a milling cutter for pockets or grooves. If the foam is dense, I prefer more power and larger amplitude.
For cardboard display and packaging
I need cutting, creasing, and sometimes kiss-cutting. A cardboard job is rarely just “cutting.”
For textiles and technical fabrics
I often look at rotary tools for breathable or stretch-prone material. I also check if the feeding system and marking process match the workflow.
For composites
I focus on blade life, vibration stability, dust control, and whether cold cutting is required.
A flexible AMOR CNC digital flatbed cutting machine becomes much more valuable when the tool layout fits the real product mix.
How Important Are Table Structure and Vacuum Hold-Down?
The cut looks bad, but the blade is not always guilty.
I always check the table, the vacuum zones, and the frame rigidity because unstable support causes shifting, poor depth control, and inconsistent accuracy.
A stable table is not decoration. It is part of the cutting system
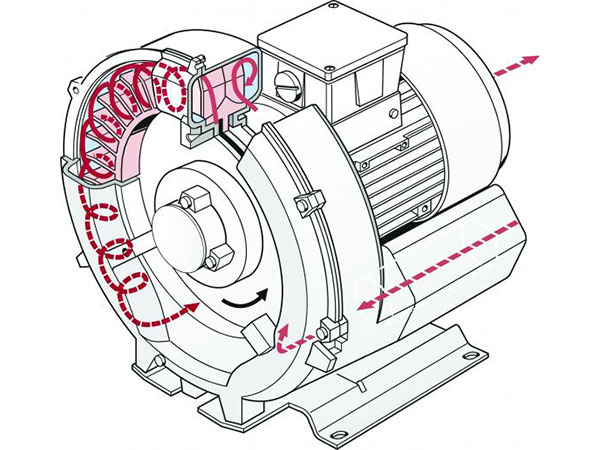
Vacuum is not just a pump number
Many suppliers like to talk about vacuum pump power. I also care about zoning, airflow design, and table flatness. A strong pump with poor zoning wastes energy and still holds material badly. For sheet materials, I prefer multiple vacuum zones so I can focus suction only where material is placed. That improves hold-down and reduces waste. In many production setups, 8 zones already give much better control than a single large suction area.
The table surface affects both accuracy and ease of use
If the platform is not flat enough, thin materials may ripple. Thick materials may not sit evenly. Then the blade depth changes across the sheet. The result is simple: one side cuts through, the other side does not. That problem often looks like a software issue, but it starts from the table and support system.
The frame decides long-term stability
I always look beyond paint and covers. I want to know whether the bed is welded well, whether the beam is rigid enough, and whether the gantry stays stable at speed. Good rigidity improves cut consistency, especially on long jobs and dense materials.
Here is a simple way I explain it to buyers:
| Machine part | What I check | Why it matters |
|---|---|---|
| Vacuum table | flatness, zone layout | better hold-down, better depth control |
| Frame | weld quality, rigidity | less vibration, better repeatability |
| Beam | size and strength | stable high-speed movement |
| Motion parts | rails, racks, servo system | smoother path, cleaner cut |
I sometimes explain beam and structure value with a simple visual idea like this:
Rigidity focus
Frame strength ██████████
Beam stability █████████
Vacuum zoning ████████
Table flatness █████████
This is not a laboratory chart. It is a buying logic chart. It helps buyers see what really supports cutting quality.
How Do I Judge Speed, Accuracy, and Thickness Honestly?
Fast claims are easy. Stable results are harder.
I judge a digital flatbed cutting machine by usable speed, repeatable accuracy, and real thickness performance on my own materials, not by empty maximum numbers.

I separate sales numbers from production numbers
Maximum speed is not production speed
A machine may claim a very high travel speed. That number sounds exciting. It does not tell me the real cutting speed on 25 mm foam, on coated fabric, or on dense composite sheet. The true question is simple: at what speed can the machine still give me a clean edge and stable size? That is the only speed that matters in production.
Accuracy must stay stable over time
I do not only ask about one-time positioning accuracy. I ask whether the machine can keep repeatability during long runs. For many applications, repeatability around ±0.1 mm is already very useful. Still, I need to see that result on my actual pattern, material, and tool setup. A perfect number on paper means little if the material shifts or the beam vibrates.
Thickness range must match the real order mix
Some buyers ask for the biggest possible cutting height. I understand the idea. Bigger sounds safer. In practice, too much unused height can increase blade length, reduce rigidity, and raise machine cost. I prefer a cutting height that fits the real product range. If I mostly cut 10–30 mm foam, I do not need to buy a structure made for 120 mm jobs unless that business is already planned.
I usually ask for three sample tests
Test 1: clean edge
I inspect the section and corner quality.
Test 2: size consistency
I measure several repeated parts from the same file.
Test 3: real speed
I compare output per hour, not travel speed on an empty table.
This simple testing method tells me much more than a long sales talk.
What Software and Workflow Features Actually Matter?
A good cut starts before the blade moves.
I value software that reduces file work, speeds setup, supports nesting, and helps operators make fewer mistakes during daily production.
The best machine can still feel slow with weak workflow
Nesting saves material, not just time
For foam, cardboard, textiles, and composites, material cost matters. In some jobs, material savings are more important than labor savings. A good nesting workflow helps me place parts better, rotate shapes, use remnants, and reduce waste. Even a 3% to 8% improvement in material use can become a serious number over one year, especially for expensive textiles, leather-like materials, or composite sheets.
The operator should not fight the software
I prefer software that can import common files like DXF or PLT, set tool paths clearly, and let the operator see what is happening without too many hidden steps. If the training takes too long, then the machine is harder to scale in the factory. A clear interface matters. So does fast tool parameter setup.
Automation should solve a real bottleneck
I do not buy automation just because it looks advanced. I ask which bottleneck it solves. For textile work, automatic feeding can help a lot. For printed packaging or graphics, a vision positioning system may be very useful. For repeated pattern work, projection or marking functions can improve setup speed. For layered jobs, label or punch functions may reduce manual sorting later.
Workflow features I usually value most
| Feature | Best use | Main value |
|---|---|---|
| Auto nesting | foam, textiles, composites | better material yield |
| Auto feeding | roll textiles and fabric | continuous production |
| Vision or mark-point system | printed jobs | better alignment |
| Clear tool library | mixed materials | faster setup |
| Easy file import | most factories | less engineering time |
I have seen many cases where workflow design changed the return on investment more than a small increase in motor power.
How Do I Choose the Right Configuration Without Overspending?
Cheap mistakes are usually not cheap at all.
I choose the right configuration by matching the main order type, daily workload, and upgrade path. I do not pay for parts I will not use, and I do not cut key functions that production needs.
Smart buying is not the same as low-price buying
I separate must-have items from nice-to-have items
If I cut foam inserts every day, then a proper oscillating tool is a must-have. If I also cut grooves, then a milling cutter may also be a must-have. If I only do sheet foam and never roll textiles, then automatic feeding may be unnecessary. This simple thinking keeps the budget clean.
I check future product plans, but I stay realistic
I do think about future growth. That is wise. Still, I do not build the whole machine around a possible order that may never come. I usually plan for current work plus a reasonable next step. That way, the machine pays back faster and still keeps room for growth.
I ask one blunt question
What will make me regret this machine six months after installation? The answer is often clear. It is usually one of these: wrong tool setup, weak hold-down, poor software, unstable structure, or slow service support. Price is rarely the only reason for regret.
This is how I simplify the choice:
My practical buying logic
If I cut foam and packaging
I focus on oscillating power, milling option, nesting, and table size.
If I cut cardboard display work
I focus on creasing quality, cut-and-crease workflow, and repeat job speed.
If I cut textiles
I focus on feeding, hold-down method, rotary cutting, and marking workflow.
If I cut composites
I focus on rigidity, tool wear, edge finish, and stable repeatability.
That is how I choose an AMOR CNC digital flatbed cutting machine with fewer surprises and better value.
A good machine fits the work, not the sales words.
