Slow cutting wastes time. Bad grooves waste boards. Manual errors waste profit.
A phenolic duct cutting machine usually saves more time, labor, and material than manual cutting because it delivers faster production, more stable angle control, and better repeatability on phenolic duct panels. CNC value becomes stronger when output, consistency, and delivery pressure keep growing.
I hear this question again and again from buyers: should I keep manual cutting, or should I move to CNC? This is not a small question. It is a production question. It is also a profit question. If a factory only makes a few simple ducts each day, manual work may still survive. But if a factory wants stable groove depth, cleaner assembly, and faster delivery, the answer starts to change very quickly. I have seen many workshops focus only on machine price. Then they lose much more money later in labor, board waste, and rework.
Does manual cutting still make sense for some phenolic duct workshops?
Small orders feel manageable. Hidden labor cost grows quietly.
Manual cutting still makes sense in some cases. A very small workshop with low daily output, simple rectangular ducts, and skilled workers may still run with knives, rulers, and angle tools. Manual work is flexible at the start. It also needs less investment on day one. That is why many small factories begin there. AMOR CNC’s recent comparison also notes that manual cutting remains flexible and affordable in certain scenarios.
A manual process can also help when a team is just learning the basics of phenolic duct fabrication. Workers can understand board structure, foil surface behavior, folding logic, and angle requirements more directly. I understand that point. I do not deny it.
Why does manual cutting look cheaper at first?
Manual cutting usually needs simple tools, fewer electrical systems, and almost no software. The entry barrier looks low. A buyer can start with knives, angle templates, worktables, and trained labor. That seems attractive, especially when the budget is tight.
Why does manual cutting become expensive later?
The problem starts when production volume increases. Every groove depends on worker skill. Every dimension depends on careful marking. Every repeated part depends on human patience. If one worker cuts slightly deep and another cuts slightly shallow, the assembly result changes. AMOR CNC also highlights that traditional methods often cause low efficiency, poor precision, and insulation-layer damage.
My view on manual production
I do not say manual cutting is useless. I say it becomes fragile when the factory wants scale. It works best when:
- the daily output is low,
- the duct shapes are simple,
- labor is stable,
- and customers do not demand strict consistency.
Once those conditions change, manual cutting starts to show its limits very clearly.
Why does a phenolic duct cutting machine save more production time?
Delivery pressure is real. Slow cutting turns into delayed projects.
A CNC phenolic duct cutting machine saves time because it converts repeated human actions into repeatable programmed actions. Workers do not need to draw every line by hand, measure every angle again, or guess whether the groove depth is enough. Current supplier content in this segment repeatedly positions CNC duct cutting as a shift from manual fabrication to digital production, with stronger speed and repeatability.
Where does the time saving come from?
The first saving comes from layout and marking. Manual cutting needs drawing, measuring, checking, and rechecking. CNC removes most of that repeated work.
The second saving comes from angle cutting and V-grooving. A CNC machine performs the same movement again and again with far less variation.
The third saving comes from fewer errors. If the groove depth is wrong or the dimensions drift, the worker may discover the problem only when folding or assembling. Then the part is already wasted.
A simple production comparison
| Item | Manual Cutting | Phenolic Duct Cutting Machine |
|---|---|---|
| Layout work | Done by hand | Done by software/data |
| Groove consistency | Depends on worker | Program controlled |
| Repeat orders | Repeated manually | Recalled digitally |
| Complex shapes | Slow and hard | Faster and more stable |
| Rework risk | Higher | Lower |
This is why CNC is not only about “cutting faster.” It is about removing many small delays inside the whole process.
A practical view from the workshop
In real production, one wrong panel does not only waste one panel. It wastes worker time, glue time, assembly time, and delivery time. That chain reaction is what many buyers miss when they compare only the cost of tools against the cost of a machine.
Which method uses less labor in real phenolic duct production?
Manual work needs skill. CNC work needs process.
This point matters a lot. Many buyers ask me whether CNC removes workers. My answer is no. CNC does not remove labor completely. It changes where labor is used. Manual production uses more labor in marking, measuring, cutting, and correcting mistakes. CNC production uses more labor in data input, machine loading, part handling, and quality checking. The labor structure changes, and the total labor pressure usually goes down for batch production. Supplier content in this market repeatedly claims lower labor cost and better workflow after CNC adoption.
Labor demand by production stage
Manual line
- Measure panel
- Draw lines
- Cut straight lines
- Cut grooves
- Check angles
- Correct errors
- Recut failed parts
CNC line
- Import data
- Nest parts
- Load board
- Run machine
- Inspect output
- Move to folding and assembly
Why is labor stability important?
A manual line depends heavily on experienced workers. If one skilled worker leaves, quality may drop fast. A CNC line still needs operators, but the production knowledge is stored more in the process and software. That makes training easier and scaling safer.
A simple labor picture
Manual line labor use
Measuring ████████
Marking ███████
Cutting ████████
Correction ██████CNC line labor use
Programming ████
Loading █████
Operation ███
Inspection ███
This is why I often say CNC does not only save labor quantity. It also reduces labor dependence on a few highly experienced people.
Which method wastes less phenolic board material?
A small angle error can turn into full-board waste.
Material saving is one of the biggest hidden benefits of a phenolic duct cutting machine. Buyers often watch machine price very closely, but they ignore the long-term cost of wasted panels. In this industry, cutting accuracy directly affects board utilization and later assembly quality. AMOR CNC states that cutting accuracy affects sheet utilization, and mentions that pre-insulated duct cutting often aims for tight tolerance, such as not exceeding about ±0.3 mm in general requirement language.
Why does manual cutting waste more material?
Manual cutting waste usually comes from four places:
1. Marking deviation
If the worker reads one dimension wrong, the full part may fail.
2. Groove depth inconsistency
If the groove is too deep, the foil or board structure may weaken. If it is too shallow, folding becomes poor.
3. Angle drift
Phenolic duct production depends on accurate groove angles. Bad angles create poor joints and difficult assembly.
4. Repeat-part mismatch
A project often needs many identical pieces. Small deviations across pieces cause installation problems.
Why does CNC improve material use?
A CNC machine improves board utilization because the dimensions are digital and repeatable. Good software also helps place parts more reasonably on the board. AMOR CNC push the value of software-driven production and automated workflow in current product content.
A simple waste comparison table
| Waste Source | Manual Cutting Risk | CNC Machine Risk |
|---|---|---|
| Wrong line marking | High | Low |
| Groove depth error | High | Lower |
| Repeat-part mismatch | High | Low |
| Assembly fit failure | Medium to High | Lower |
| Material layout loss | Medium | Lower |
Even a modest improvement in material use can matter a lot when panel cost is high and project volume is large.
How do quality and installation results change with CNC cutting?
Bad cutting does not stay in the cutting room. It shows up at installation.
This is the part many people only discover after a project problem. A poor cut becomes a poor fold. A poor fold becomes a poor joint. A poor joint can become leakage, shape distortion, or site rework. AMOR CNC recently argued this point very clearly: cutting precision directly affects airtightness, structural stability, and installation efficiency in pre-insulated duct systems.
Why does groove control matter so much?
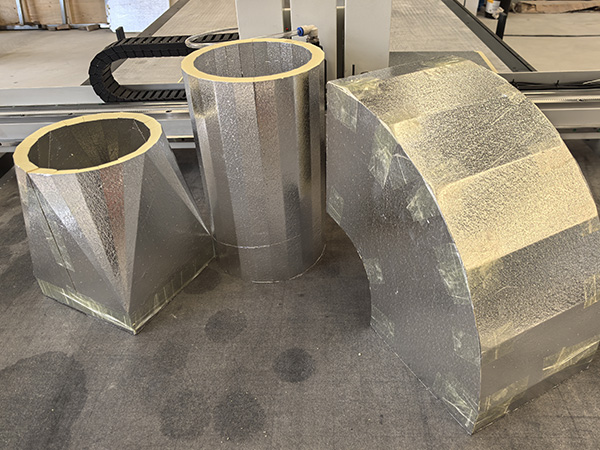
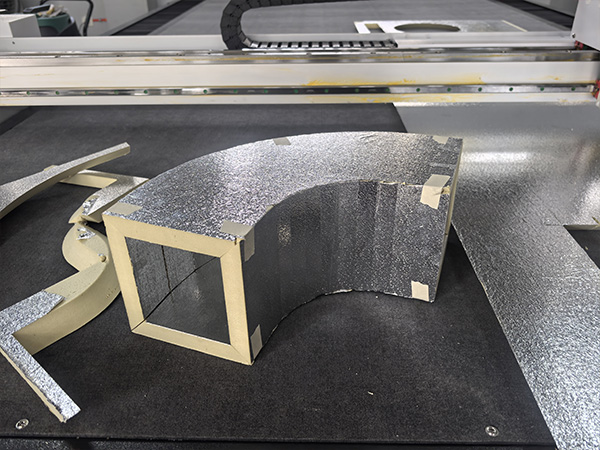
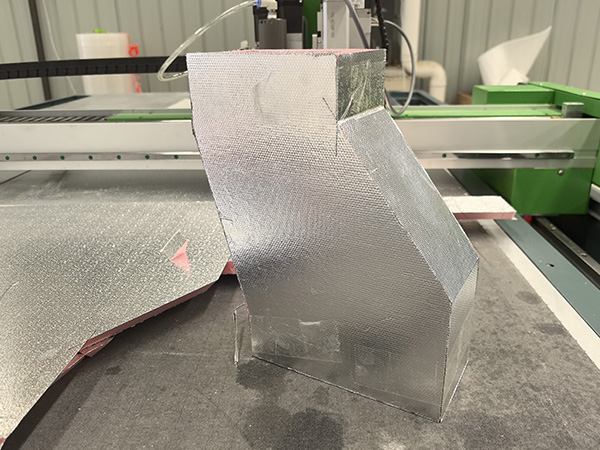
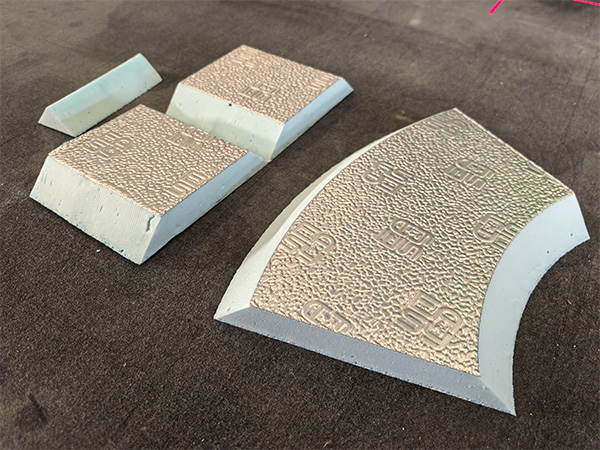
Phenolic duct boards are not just flat sheets. They need controlled V-grooves and clean cuts so the panel can fold into the correct duct shape. If the groove angle is unstable, the final duct geometry becomes unstable too.
Why does CNC help more on special shapes?
Current market content also shows a clear split between machine levels. Some systems focus on straight rectangular ducts, while more advanced 5-axis systems support round, oval, and special fittings with wider angle flexibility.
That means CNC has a second advantage beyond speed: process range. A workshop can move from basic output to more complex ducts without depending only on manual trial and error.
A simple quality view
Manual cutting risk path
Cut error → Fold error → Joint gap → Site correctionCNC cutting control path
Program data → Stable groove → Stable fold → Better fit
This is why I do not judge the machine only by cutting speed. I judge it by the quality of the finished duct.
When should a buyer move from manual cutting to a phenolic duct cutting machine?
Growth creates pressure. Pressure exposes old methods.
I usually tell buyers to look for five signs. If three or more are already happening in the factory, the move to CNC should be taken seriously.
Sign 1: Orders are increasing
If output is rising, manual production will soon become a bottleneck.
Sign 2: Quality depends too much on one or two skilled workers
That is a risky production model.
Sign 3: Rework is becoming normal
If workers often correct grooves, edges, or dimensions, the process is already leaking profit.
Sign 4: Customers want faster delivery
Manual production struggles when delivery cycles get shorter.
Sign 5: More complex duct shapes are required
Advanced CNC systems can support more angles and more fitting types than manual cutting can manage efficiently.
My simple decision rule
| Factory Situation | Better Choice |
|---|---|
| Very low output, simple ducts, low budget | Manual may still work |
| Growing output, unstable quality, repeat orders | CNC is usually better |
| Need complex fittings and fast delivery | CNC is the stronger choice |
A buyer should not ask only, “Can I still cut by hand?” A better question is, “Can manual cutting still support the business I want next year?”
Manual looks cheaper today. CNC saves more tomorrow.
