 跳到内容
跳到内容 
Why Thickness Seems Like a Problem
When the material thickness changes from 1 mm to 150 mm, three technical issues appear:
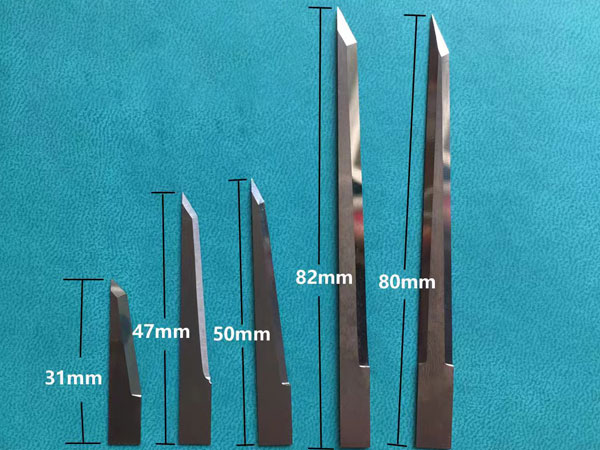
- Blade length: short blades for thin sheets, long blades for thick foam.
- Tool stroke: the tool needs enough up-and-down movement to reach and clear the material.
- Cutting force and speed: thicker materials need stronger power and larger amplitude.
If not handled correctly, these differences can cause slow speed, blade bending, or even tool collision.
That’s why we use a modular tool system and customizable mechanical design.
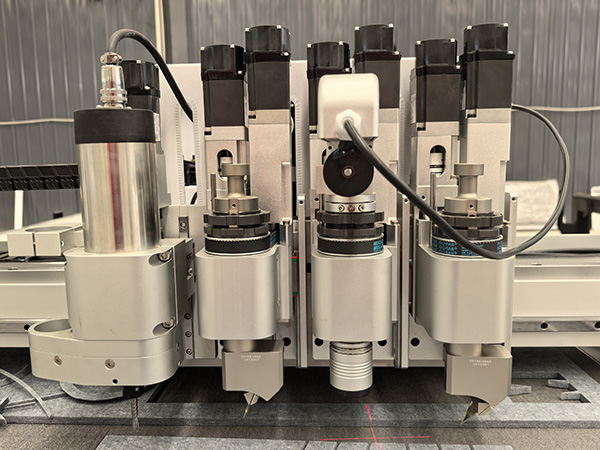
Solution 1 — Choose the Right Tool for Each Material
At AMOR CNC, we design our machines to use different oscillating tools depending on material type and thickness.
Here’s a quick overview:
| Tool Type | Recommended Thickness | Typical Materials | Main Features |
|---|---|---|---|
| EOT (Electric Oscillating Tool) | 1–20 mm | Rubber, gaskets, felt, leather | Fast and precise, short stroke |
| POT (Pneumatic Oscillating Tool) | 20–150 mm | Foam, sponge, insulation board | Large amplitude, powerful for soft thick materials |
| 400W Electric Oscillating Tool | 30–100 mm | High-density EVA, hard rubber | 10 mm amplitude, cuts dense and thick sheets |
🧩 Tip: You can mix tools on one machine — for example, EOT + POT, or POT + Milling Cutter — depending on what you cut most.

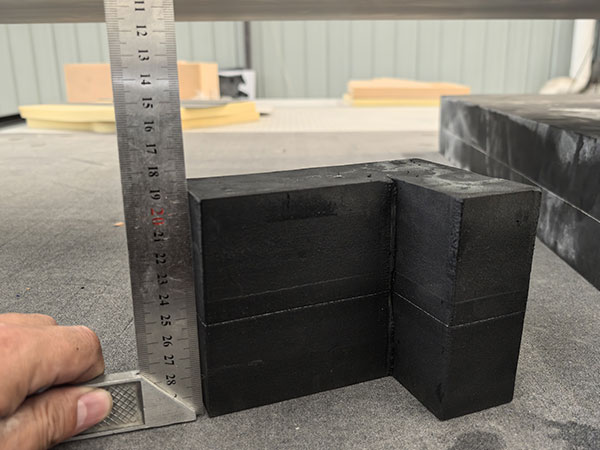
Solution 2 — Adjust Gantry Pass Height to Fit the Material
Every AMOR oscillating knife cutting machine has a standard pass height of 60 mm, suitable for materials up to 50 mm thick.
But some customers need to cut thicker materials, so we make the gantry height customizable.
| Gantry Height | Max Material Thickness | Common Use Case |
|---|---|---|
| 60 mm (Standard) | ≤50 mm | Gaskets, leather, textiles |
| 90 mm | ≤80 mm | EPE/EVA foam, sponge |
| 130 mm | ≤120 mm | Insulation boards, packaging foam |
| 200 mm | ≤150 mm+ | Extra-thick foam, special industrial use |
🛠️ The gantry height simply means the maximum space the material can pass under the beam.
We adjust it at the factory according to your real material list.

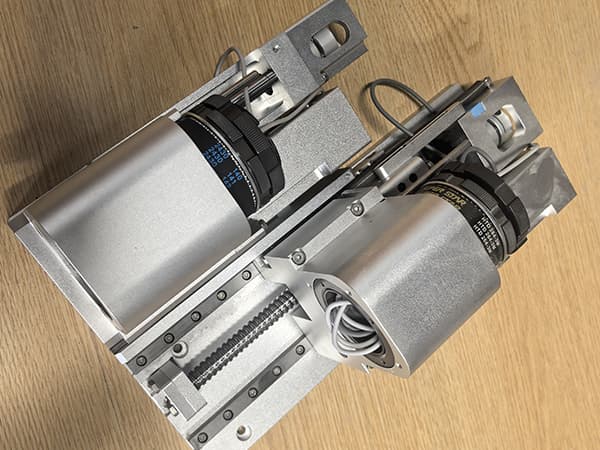
Solution 3 — Configure the Correct Tool Holder Stroke
Tool holders are like the “arms” of the machine. They decide how far the blade can move up and down.
We offer three standard stroke options, covering most customer needs:
| Tool Holder Stroke | Max Cutting Thickness | Recommended Use |
|---|---|---|
| 75 mm | ≤50 mm | Standard setup, perfect for thin materials |
| 130 mm | ≤80 mm | Dual-use setup for thin + medium-thick materials |
| 200 mm | ≤150 mm | Special setup for very thick foam or insulation |
🔧 Why this matters:
A long stroke gives more clearance but moves slower.
A short stroke is faster and more stable — but limited in cutting depth.
That’s why we recommend only matching what you actually need.
Why Bigger Isn’t Always Better
Some customers think “If 200 mm is available, why not just buy it?”
It sounds logical — but it’s not smart in practice.
Here’s why we don’t recommend chasing maximum stroke or gantry height unless necessary:
| Over-Configured Machine | Hidden Cost |
|---|---|
| Longer tool stroke | Slower cutting speed |
| Extra-long blades | Faster blade wear, higher cost |
| Higher gantry | More vibration, more maintenance |
| Rarely used capacity | No increase in production value |
So, the best setup is not the biggest one — it’s the right one.
Real Case Studies: Smart Choices vs Costly Mistakes
✅ Case 1: Smart Configuration, One Machine for Two Industries
Customer: A packaging company that also cuts upholstery fabric.
Need: Cut 100 mm EPE foam and thin textile fabric on the same machine.
Solution:
- Configured with POT + EOT.
- Selected 130 mm stroke tool holder.
- Gantry height set to 90 mm.
Result:
They cut 1 mm fabric in the morning and 100 mm foam in the afternoon — with perfect edges, no need to change machines.
The setup cost was reasonable and efficiency doubled.
❌ Case 2: Overbuilt Machine, Low Efficiency
Customer: A gasket manufacturer.
Need: Only cut up to 20 mm rubber.
Mistake: Ordered a 200 mm gantry height to “prepare for the future.” However, he did not have a long-stroke tool holder.
Result:
- Had to use extra-long blades even for thin sheets.
- Blades broke faster and speed dropped by 30%.
- Paid extra for a high gantry and got no production benefit.
Lesson: Bigger is not always better. Buy what you really use.
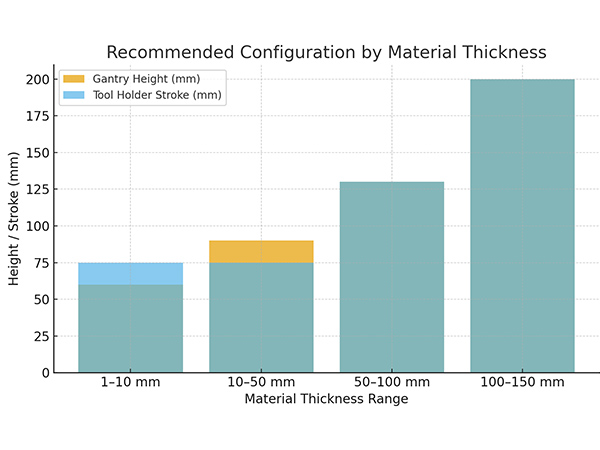
📊 Visual Guide: Recommended Configuration by Material Thickness
| Material Thickness | Recommended Tool | Gantry Height | Tool Holder Stroke |
|---|---|---|---|
| 1–10 mm | EOT | 60 mm | 75 mm |
| 10–50 mm | EOT / POT | 60–90 mm | 75 mm |
| 50–100 mm | POT / 400W EOT | 90–130 mm | 130 mm |
| 100–150 mm | POT / Custom | 130–200 mm | 200 mm |
Engineer’s Advice
As an engineer, I’ve seen both success and regret.
Here’s my simple rule:
“Configure for your maximum real thickness, not for your imagination.”
Before ordering, list all materials and their thicknesses.
Then let us help you match:
- The correct tool combination,
- The suitable gantry height, and
- The best tool holder stroke.
That’s how you get the perfect balance between cost and efficiency.
8️⃣ Conclusion: Efficiency Comes from the Right Balance
So yes — one AMOR CNC oscillating knife cutting machine can handle materials from 1 mm to 150 mm.
The secret is not in buying the biggest model, but in configuring it smartly.
✅ Modular tools for thin and thick materials.
✅ Adjustable gantry for height control.
✅ Multiple tool holder strokes for flexible cutting.
With these, you’ll have one machine that’s truly multi-purpose — fast, stable, and cost-effective.
📞 Ready to Configure Your Perfect Machine?
Tell us your material list and maximum thickness.
We’ll design the perfect setup for your factory.
Get a free consultation or send us your material for a test cut today.

