
Downtime is expensive. Missing a $5 part can stop a $50,000 line.
Stock the right consumables and critical spares for your AMOR CNC oscillating knife cutting machine so your production never waits for shipping.

Stop reading now if your factory can accept a full-day shutdown from a tiny part—stop reading now.
What is the real difference between consumables and critical spares?
A worn blade slows you down. A failed sensor stops you completely.
Consumables are parts I expect to replace often. Critical spares are parts that fail less often, but they can freeze the machine when they do.
Why I separate parts into two groups
I want my customers to think like production managers, not like shoppers. I always ask one simple question: “If this part fails today, can you still run the machine?” If the answer is no, that part is a critical spare, even if it is not expensive. On the other hand, blades and felt table covers are consumables. They wear out in normal work. They rarely surprise you. You can schedule them. The mistake I see is that some factories stock only blades. They think they are ready. Then one limit switch or one servo drive alarms, and the whole machine stays in emergency state. The cutting head cannot reset. Production stops. Then they start searching for a matching model locally, and they lose days. I do not like “days.” I like “minutes.” That is why I build a spare parts plan before the machine ships.
Which consumables should I always stock?
No blades, no cutting. No felt, no accuracy.
For stable operation, I treat blades and table felt as my “daily fuel.”

What I recommend and why it works
Blades: stock 200–300 pieces
I recommend 200–300 blades as a starting stock. I do this because blade life depends on material type, thickness, density, and cutting speed. A factory cutting soft foam may use blades slowly. A gasket factory cutting hard rubber or non-asbestos may use blades quickly. If a blade becomes dull, your edge quality drops first. Then your speed drops. Then your scrap rate rises. I do not want you to notice blade problems only after customers complain. A safe blade stock lets you replace early and keep quality stable.
Felt table cover: stock at least 1 extra roll/strip
The felt underlay is also a normal consumable. Your knife goes through material, and it will touch the felt sooner or later. A damaged felt surface causes poor vacuum hold-down and uneven support. Then parts shift. Then your size accuracy suffers. I suggest at least one extra felt ready in your workshop. If you cut thick materials or run high volume, you may keep more. This is a low-cost item that protects high-value output.
Small hardware: ask for spare screws and fasteners
I also ask customers to request extra screws from the supplier at purchase. This sounds boring. It is not. Many fasteners on tool heads and knife holders are specific sizes. If you lose one, local replacements may not match the thread or strength grade. I keep a small labeled box of common screws. This prevents small “cannot assemble” situations.
Which critical electrical spares should I keep to avoid a hard stop?
One sensor fails. The machine refuses to reset.
That is why I stock the electrical parts that can block homing and safety checks.

What I recommend for stable daily production
Limit switches (end switches): stock 1 each
Voltage instability and electrical noise can damage small components first. Limit switches are typical examples. If a limit switch fails, the axis may not home, and the machine may stay in alarm. Cutting stops. I recommend:
- X-axis limit switch: 1 piece
- Y-axis limit switch: 1 piece
- Z-axis limit switch: 1 piece
- W-axis limit switch: 1 piece
If you buy locally, you must match the exact model: voltage rating, output type (NPN/PNP), wiring method, and connector type. “Looks similar” is not enough.
Servo motor + drive: stock 1 set
I also suggest keeping one set of servo motor + servo drive. A motor or drive failure is not common, but it is a full stop when it happens. Local purchase is possible in many countries, but you still need correct model matching. If the drive parameters and encoder type do not match, you cannot run. If your line is high value, this spare set is cheap insurance.

Control mainboard: stock 1 piece from the factory
The control mainboard failure rate is not high, but it is the most painful when it happens. In many cases it cannot be repaired quickly. You also cannot buy it locally. I recommend purchasing one control mainboard directly from AMOR CNC. I also recommend that we pre-configure the parameters before shipping the spare. Then if a board fails, you replace it and recover operation quickly.
Here is a simple “downtime risk” view I use with customers:
- Blades ▮▮ (low stop risk, high usage)
- Felt ▮▮▮ (medium stop risk)
- Limit switches ▮▮▮▮▮ (high stop risk)
- Servo drive ▮▮▮▮▮ (high stop risk)
- Control board ▮▮▮▮▮ (highest stop risk)
Which mechanical spares protect accuracy and motion stability?
A machine can run, yet still cut badly.
That is why I treat motion parts as “quality-critical spares.”
What I recommend for long-term reliability
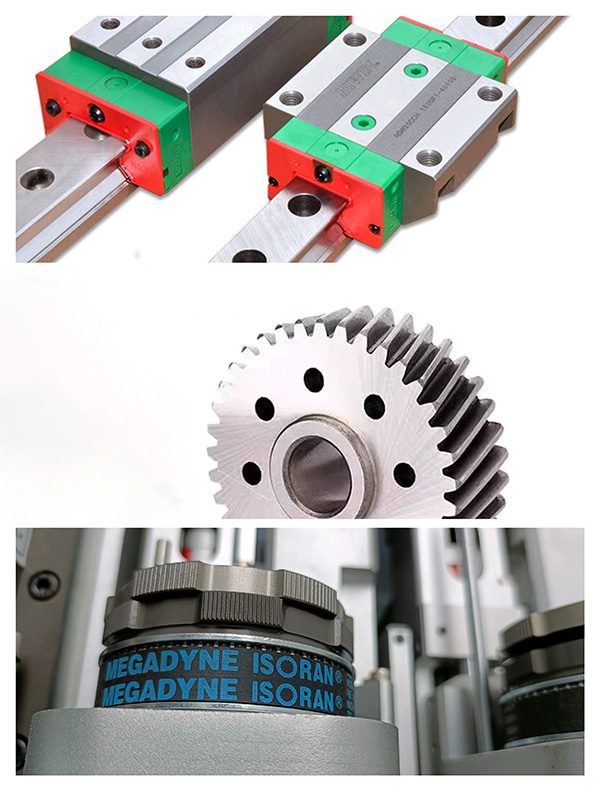
Linear guide blocks (sliders): stock 2 for X and 2 for Y
Your sliders move back and forth thousands of times per day. That is normal. Wear is also normal. Good maintenance slows the wear, but it does not delete it. When sliders start wearing, customers often report vibration, noise, or unstable edges. Some factories ignore this. Then the accuracy drops slowly and becomes “mysterious.” I prefer a clear plan:
- X-axis sliders: at least 2 pieces
- Y-axis sliders: at least 2 pieces
This lets you replace quickly when motion becomes unstable. It also protects your rails from secondary damage caused by worn blocks.
Knife holder belt (ring belt): stock 2–3 pieces
This is a classic hidden downtime part. The ring belt rotates many times every day. Wear is very likely. When the belt fails, you usually cannot find the same belt locally, and you cannot run the tool holder correctly. The belt cost is low, so I recommend 2–3 belts always in stock.
Knife holder assembly (optional, for hard materials)
If you cut harder materials every day, I suggest keeping one complete knife holder as a backup. The knife holder is a precision part. Repair time can be long. If it develops play, your cutting precision drops, and you may see poor edges or size deviation. A backup holder is not mandatory for every factory, but it is a smart spare for heavy-duty gasket production or thick, dense boards.
Which tool-level spares keep your output consistent?
A worn oscillating tool is silent downtime.
It may still run, but it will cut slower and worse.

What I recommend for predictable cutting quality
Oscillating cutting tool (power tool): stock 1 extra set
I recommend one extra oscillating cutting tool set, especially for power oscillating tools. This is simple logic. Any powered tool has wear. Bearings, internal shafts, and driven components degrade over time. If you wait for a tool to fail completely, you lose time and quality. If you keep one spare set, you can replace the tool immediately and send the old tool for repair without stopping production.
Why this matters in real factory life
I have seen factories accept poor cut edges for weeks because they do not want to stop the line. Then they lose more money through scrap and rework. A tool spare stops that. It also supports stable parameter settings. When you keep the same tool type and condition, your cutting speed and edge quality stay consistent, and your operators do not need constant adjustments.
A simple stocking checklist for AMOR CNC customers
Below is the practical list I give new customers. It is not overcomplicated. It is focused on continuity.
| Category | Spare Part | Suggested Stock | Why It Matters |
|---|---|---|---|
| Consumables | Blades | 200–300 pcs | Daily wear, protects edge quality |
| Consumables | Felt table cover | 1 extra | Prevents shifting and accuracy loss |
| Electrical | Limit switches (X/Y/Z/W) | 1 each | Avoids reset/homing failure downtime |
| Electrical | Servo motor + drive | 1 set | Prevents full stop if drive fails |
| Electrical | Control mainboard | 1 pc | Hard to repair or buy locally |
| Mechanical | Linear blocks (X/Y) | 2 each | Keeps motion stable and accurate |
| Tooling | Oscillating cutting tool | 1 set | Keeps output stable under long use |
| Tool holder | Ring belt | 2–3 pcs | Cheap part, high stop risk |
| Hardware | Screws/fasteners | small kit | Prevents “cannot assemble” delays |
Keep reading only if you want stable production and fewer emergency calls—keep reading only if you want stable production and fewer emergency calls.
Final conclusion
Stocking smart spares is cheaper than downtime. I plan blades, felt, sensors, drives, tools, boards, and motion parts before the first cut.
