 跳到内容
跳到内容 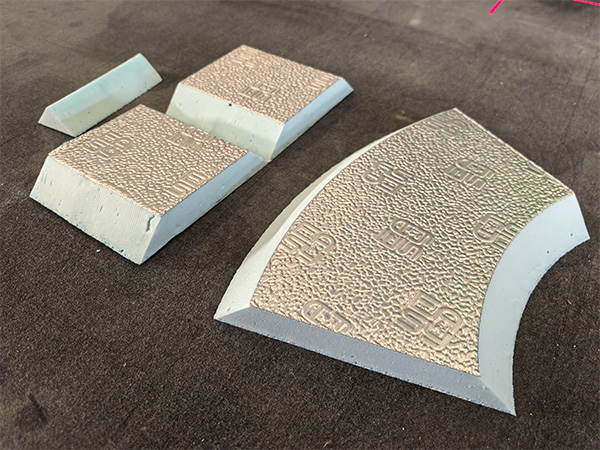
Can I cut 5°, 10°, 15°, 22.5°, 30°, and 45° without hardware swaps?
Yes. That’s the point of a multi-tool head.
We mount a 45° bevel tool and a small-angle bevel tool together. The oscillating knife handles straights and trims.
Angles change in software, not with wrenches. Changeover time ≈ seconds.
Angle quick guide
| Angle | Typical use | Why I choose it |
|---|---|---|
| 5° / 10° | Soft bends, smooth transitions | Lower pressure loss |
| 15° / 22.5° | Standard elbows/offsets | Balance between flow and space |
| 30° | Tight offsets | Compact, still sealable |
| 45° | Classic miters, box corners | Fast assembly, strong seam |
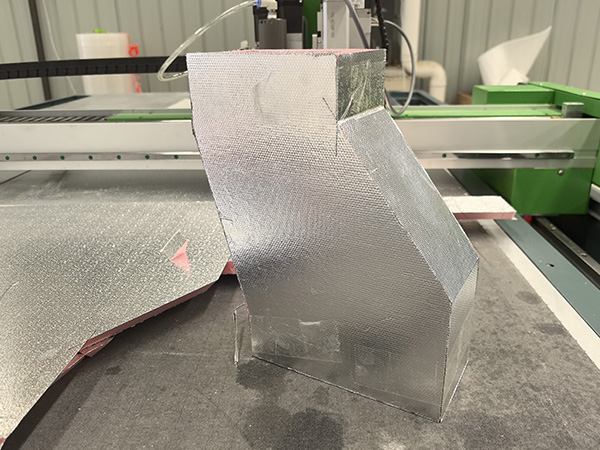
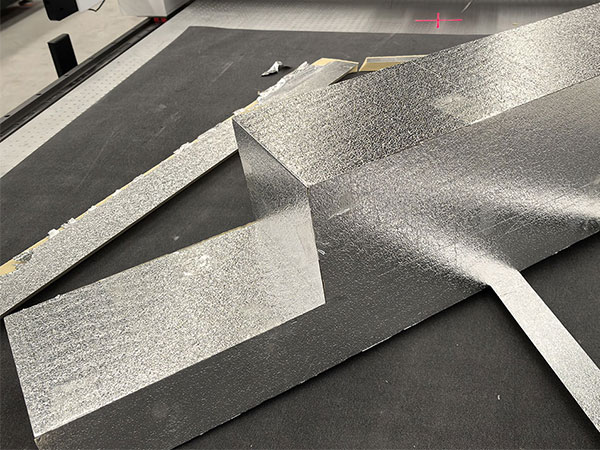
What panel sizes and types can your vacuum table handle?
AMOR CNC’s most commonly used machine model in the phenolic duct manufacturing industry is the AMOR1640MK series. Its effective processing area is 1600mm x 4000mm, which is suitable for processing standard phenolic foam panels.
The worktable features an eight-zone vacuum suction design, allowing for localized suction based on panel sizes, ensuring optimal material retention and smooth processing.
Panel materials include phenolic resin, PIR, rubber-plastic insulation, and fiberglass.
Panel/foil compatibility
| Panel thickness | Foil/skin | Notes |
|---|---|---|
| 20–30 mm | Phenolic/PIR | POT+ Bevel Cutting Tool |
| 20–50 mm | Rubber and plastic insulation cotton | POT+Electric bevel cutting tool |
| 40–80 mm | Fiberglass cotton board | POT/400W EOT |

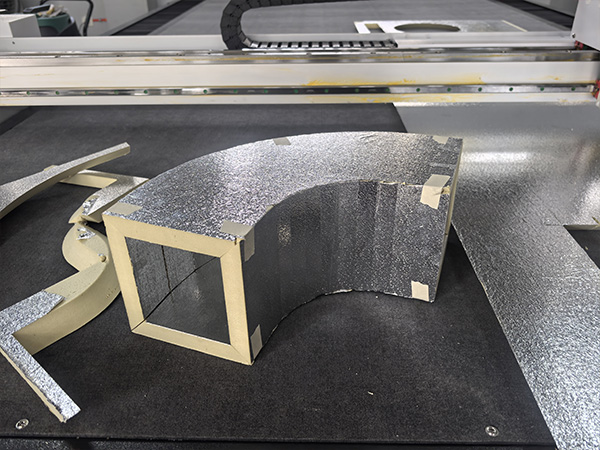
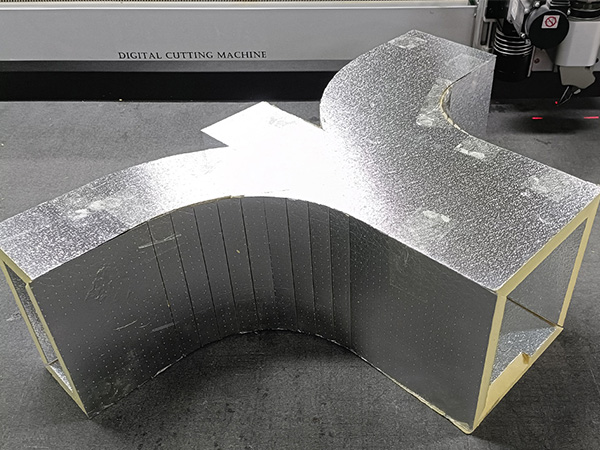
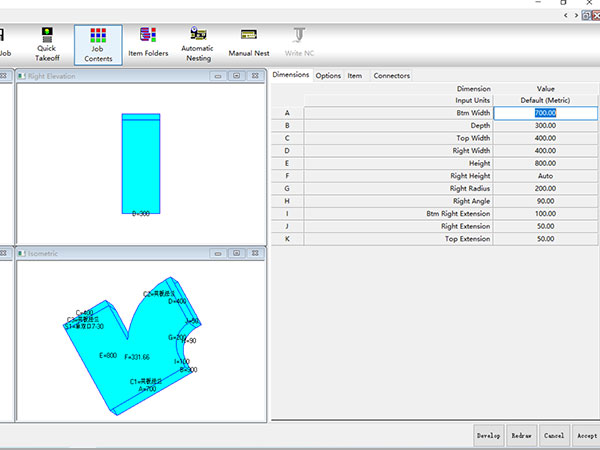
How do I design elbows and offsets without CAD skills?
You don’t draw. You fill forms.
Our library has elbows, tees, reducers, Ys, and transitions. Enter diameter/width/height/angle.
Software builds geometry, nests parts to boards, and prints labels. Done.
Workflow: Input → Auto design → Nest → Cut → Label → Report.
How to learn CNC phenolic duct cutting machine?
Short training time. With on-site training from an engineer, mastering the machine takes only 2-3 days.
Self-study training generally allows customers to master all operations within a week.
We provide detailed installation tutorials, video tutorials, and English subtitles.
Our training is divided into four sections:
How to install the machine—connecting the power supply to the computer;
How to operate the machine—correctly installing the tool, setting the cutting depth, and speed;
How to use CAM duct software to automatically generate duct drawings—how to input data, draw grooving lines, nest, and generate machining reports;
How to maintain and service the machine—daily and weekly maintenance and lubrication of key machine parts.
Operator ramp (typical values)
| Day | Skill milestone |
|---|---|
| 1 | Installation and Operation |
| 2 | Design and optimize drawings |
| 1 | Care and maintenance of machines |
5) How do labels stop assembly mix-ups?
Every part gets a barcode label with job ID, part name, angle icon, seam side, and arrow.
Assemblers match labels. Boxes fit first time.
We attach a pack list to the pallet. If something goes missing, you know which panel to recut.
Label fields
| Field | Example |
|---|---|
| Job / Line | J24567 / L02 |
| Part ID | ELBOW-A-22.5-P3 |
| Angle icon | 22.5° symbol |
| Orientation | Arrow + “Inside seam” |
| Board ref | Sheet 3 / Nest 1 |
6) Can I export counts and BOMs to ERP/MES automatically?
Yes. We export CSV/JSON/XML with part counts, board usage, offcut map, and labor stamps.
Your ERP sees materials, time, and scrap without manual typing.
If IT asks, we provide a simple API and a sample payload.
Common exports
| Data | Purpose |
|---|---|
| Part list + qty | BOM / kitting |
| Panel yield | Costing |
| Offcut map | Reuse planning |
| Operator time | Labor capture |
7) How do I validate angle accuracy every day?
Run a daily angle check. One strip. Two grooves. One quick miter.
Measure with a digital protractor. Target ±0.3°.
If it drifts, run the preset calibration. Takes 5 minutes.
Daily QA checklist
| Check | Target | Action if out |
|---|---|---|
| Bevel angle | ±0.3° | Calibrate angle preset |
| Groove depth | ±0.5 mm | Re-zero Z; inspect blade |
| Wall height | ±0.5 mm | Adjust pass plan |
| Label data | 100% present | Reprint; verify job ID |
8) What adhesives and tapes match these groove profiles?
Most shops use phenolic-compatible PU adhesives and aluminum tapes.
Rule of thumb: smaller angles need thinner, faster adhesive; 45° miters like a gap-filling grade.
Always check the foil manufacturer for temperature and VOC rules.
Joint → adhesive hint
| Joint | Adhesive note | Tape note |
|---|---|---|
| 5–15° groove | Low-viscosity, fast grab | Narrow Al tape |
| 22.5–30° | Medium viscosity | Standard Al tape |
| 45° miter | Thicker, gap-filling | Wide Al tape, corner roller |
9) How much faster is a multi-tool CNC line than milling-only or manual?
Typical plants see +30–50% throughput vs milling-only, job-mix dependent.
Changeovers are software-instant. No jig swaps.
Rework usually drops 20–35% when angles are locked by presets and parts are labeled.
Process comparison
| Criterion | Manual | Milling-only | Multi-tool CNC |
|---|---|---|---|
| Angle range | Jigs | CAM edits | 5°–45° presets |
| Changeover | Minutes-hours | Minutes | Seconds |
| Dust | High | High | Low (cold cut) |
| Repeatability | Operator-based | Medium | High |
| Throughput | Low | Medium | High |
10) How fast can I prove ROI?
In 1–2 weeks.
Track jobs/shift, rework %, angle deviation, board yield, and labor minutes.
Most plants reach payback in 6–12 months depending on labor rates and legacy scrap. Finance likes data. We provide the sheet.
KPI starter set
| KPI | Before | After (target) |
|---|---|---|
| Angle deviation | ±1.0° | ±0.3° |
| Rework | 6–10% | 3–6% |
| Changeover | 10–20 min | Software-instant |
| Jobs/shift | Baseline | +25–40% |

Bonus: What hardware do you actually install?
- Bevel 45° + small-angle bevel + oscillating knife (on the head).
- Rigid table, Hiwin-class rails, dual-servo X, and zoned vacuum.
- Design→Nest software, labels, reports, and ERP export.
- On-site training, remote diagnostics, and a spare-parts kit.
We build for quiet, repeatable production. Not just pretty demos.
Conclusion
Grooves should fit. Miters should close. Schedules should hold.
A multi-tool CNC line with preset angles and auto design makes that normal, not lucky.
Send me one elbow DXF and your panel size.
I’ll return a cut plan, angle presets, and a one-page ROI you can take to your boss—without crossing your fingers.

